
粉末床熔融金属3D打印技术为构建具有自由形状和复杂特征的零件提供了极大的自由度,可直接根据CAD数据制造成品,无需使用成本高昂的加工工具。若以传统方式来制造这些设计复杂的零件,则显得非常不切实际,甚至根本不可能完成。增材制造技术制造的零件往往更轻、更高效且能够更好地发挥工作性能。
然而,这并不是说这种灵活性能够让我们随心所欲地设计任何想要的形状,至少在成本的约束下,我们也不可能做到这一点。
在这方面,金属3D打印专家英国雷尼绍总结了一系列的增材制造设计指南,在此,3D科学谷分为两期与谷友分享,本文为下半部分。(上半部分链接)
因素3:支撑
正如我们之前讨论的,依赖支撑来克服摆放方向问题不是一种好的工程设计实践。虽然我们可能会容忍在制造原型零件时付出额外的加工时间和后期处理成本,但是此类浪费在批量生产增材制造零件时则是难以接受的。过度依赖支撑表明这个零件的几何形状“不够稳固”,这对成品率有潜在影响。
-- 支撑目的
尽管我们可以通过设计来尽可能减少支撑,但有时也不可能将其完全消除。支撑有三大主要功能:
来源:雷尼绍
隔离材料 — 支撑可用于“固定”未与前一层相连的材料(即与加工托盘形成的角度小于45°的悬伸结构,或局部最低点特征)。最好是将支撑结构集成到组件设计中。
残留应力 — 我们应通过设计来减小加工过程中的残留应力,避免尖锐边缘,并避免大面积加工区域直接附着在加工托盘上。如果这点无法实现,那么可以应用支撑来抵消零件中的应力,防止材料从加工托盘上脱落。这一方法不推荐用于批量生产加工件。
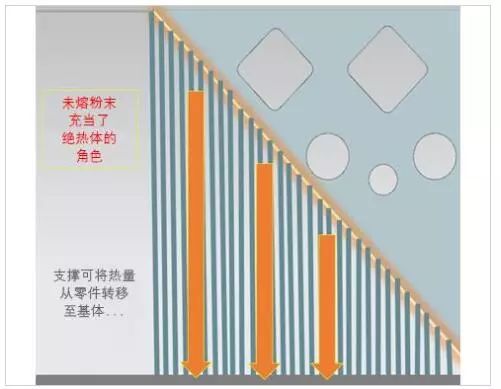
散热通道 — 未熔粉末是一种绝热体。支撑会从下表层区域转移走一些热量,这有助于避免粉末燃烧、过度熔化、变形和变色;对于正对刮刀方向的下表层,其效果尤为显著。通过旋转零件改变其与刮刀的相对朝向,也可减少上述不利影响。
-- 主要支撑和辅助支撑
主要支撑指的是那些在CAD环境中随组件一起开发的支撑,它是一次性结构,当加工完成时将被移除。辅助支撑是那些在加工文件处理软件中生成的支撑。
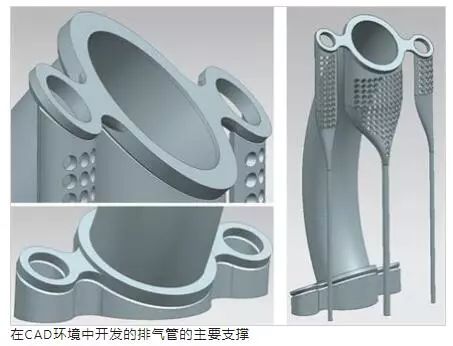
来源:雷尼绍
主要支撑的特点是坚固,可控性更好。可以将它们导入到加工文件处理软件中(以STL形式),或与零件的主体一起设计。还可以使用完整的修订控制功能将它们以参数的形式导出。也可以执行有限元应力分析。此外,我们可以设计和模拟主要支撑,让其以可控方式传递热量。
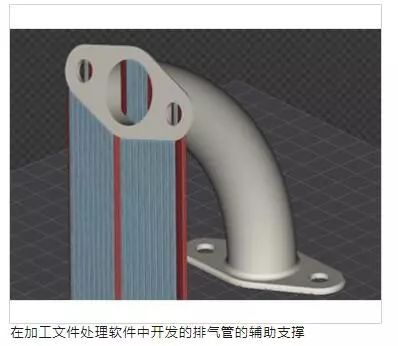
在加工文件处理软件中创建的辅助支撑也可通过参数进行管理,但缺乏可追溯性和可重复性。如果更改零件设计,它们可能需要重建。

来源:雷尼绍
混合支撑设计充分利用CAD设计和加工文件处理软件的优势来实现最佳方案。
-- 圆角和倒角
虽然0.3 – 1 mm的水平悬伸结构可采用自身支撑,但是不建议这样做。而超过1 mm的悬伸结构则必须要重新设计或为其添加支撑。可在组件中添加圆角和倒角以消除悬伸结构(如图中所示)。
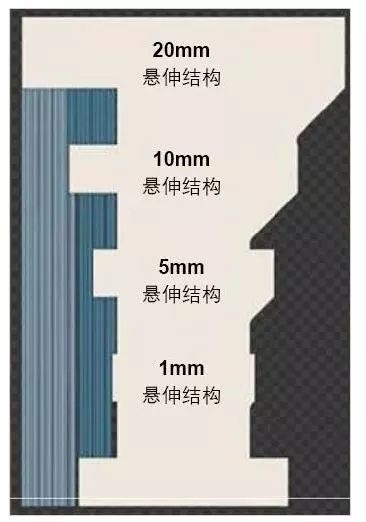
来源:雷尼绍
-- 关于移除支撑的挑战
孔洞和管道内的支撑很难移除,并且可能需要后续加工。同样,支撑太小也会给移除带来难度。如果零件的几何形状比支撑更加脆弱,则在后期处理过程中零件损坏的风险较高。
-- 水平细节 — 添加支撑或重新设计
零件侧面露出的横向孔可能也需要支撑。在大多数激光粉末床机器上可加工出的孔的最小尺寸为0.4 mm。
直径大于10 mm的孔洞和管道将需要在其中心添加支撑,此时应考虑重新设计。直径介于这两个尺寸之间的孔洞可在不添加支撑的情况下加工,但它们的下表层表面可能会出现一些变形,这是因为悬伸部分上方的熔池冷却速度减慢所致。
由于水平孔的圆度很可能不会十分理想,因此更可行的方法通常是改变它们的形状以便它们能够采用自身支撑。在某些情况下,泪滴形或菱形孔都是可以接受的最终特征。两种轮廓都可用于流体通道,并可提供相似的液压性能,但是菱形孔能够更好地抵抗流体压力。
在其他情况下,如果要求必须有高精度的圆孔,则需要进行后期加工。菱形孔可用作铣削加工的对称导孔,这点比泪滴形孔更好。在许多情况下,不在增材制造阶段加工这些孔,而是在后期处理阶段在实心结构上钻孔,这可能是最合理的方式。
—“ 有关支撑的建议”—
- 将10 mm以上的孔改造成自身支撑的菱形孔
- 使用倒角半径以避免较高支撑
- 移除相对加工托盘的悬伸角度小于45°的区域
- 旋转下表层使其远离刮刀方向
- 在增材制造加工完成后再加工小型特征
- 直接紧贴加工托盘完成零件加工,同时留有额外的加工余量
- 移除水平下表层区域
因素4:优化
拓扑优化和衍生设计越来越多地用于设计具有更高效率的零件。网状结构也具有减轻重量的优势。增材制造技术生产复杂形状零件的能力使之成为实现此类设计的最佳方式。
这些优化技巧的主要目的是,在移除多余材料的同时保持结构的强度和刚性。经过优化的零件通常呈现出更为复杂、有机的外观。需要注意的是,功能经过优化的零件可能未必适合采用增材制造方式加工 — 尤其就加工零件摆放方向而言。
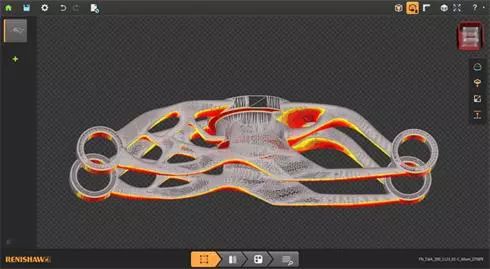
图:可明显看到,以水平摆放方向加工该零件时,那些突出显示为红色的悬伸区域内需要添加很多支撑。来源:雷尼绍
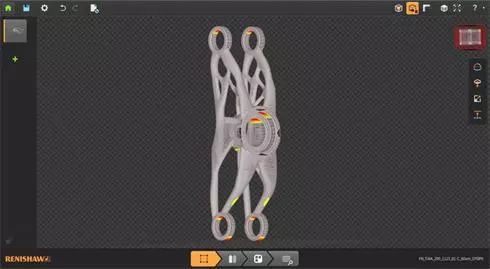
沿垂直方向重新摆放零件后,需要添加支撑的区域将变少。圆孔等细节将需要添加支撑或重新设计。还需要注意的是优化的支撑杆与圆角半径的交汇角。
来源:雷尼绍
在设计阶段重新评估零件时已将摆放方向考虑在内,因此,很显然该零件在进行增材制造加工时只有一个摆放方向。现在要针对后期加工重新设计横向孔等细节:
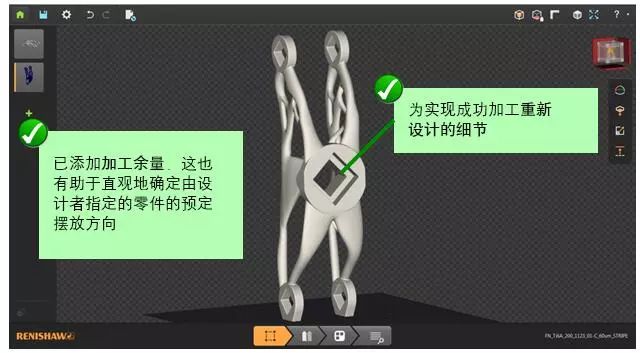
来源:雷尼绍
—“ 优化设计建议”—
- 应用最小壁厚准则
- 确定用于加工的临界表面
- 考虑支撑定位和移除或重新设计以便无需添加支撑
- 设计时考虑零件摆放方向并相应修改细节
- 确定是否可达到要求的表面光洁度
设计师可能需要结合各种优化技巧 — 拓扑优化、空心零件、网状结构(如适用)— 以实现高效的设计。零件摆放方向应该是继适用性、形状及功能之后的又一个关键的设计驱动因素。
End: 总结
增材制造技术为生产高效、高性能的零件提供了极大的设计自由。但是要想以最低的成本和最少的浪费来批量生产零件,则必须充分考虑增材制造的工艺特性。
将增材制造设计 (DfAM) 思想融入设计过程,这有助于最大程度提高加工成功率,并增强增材制造工艺的经济效益。毋庸置疑的是,设计师要想更具竞争力,则不仅必须头脑更加灵活,还应对增材制造工艺有更为深入的了解。
本文来源:雷尼绍
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至editor@51shape.com














