
以生产为导向的多激光器金属3D打印设备通过多个激光器来提高增材制造的生产效率,多重激光既可以分别制造独立的零件,也可以协同制造一个单件大型部件。这样的灵活性,使得增材制造生产效率得到提升,并降低了制造成本。
但是多激光器在同时工作时会不会互相影响呢?激光之间的相互作用又对金属3D打印零件的质量产生什么影响呢?雷尼绍公司通过其四激光器金属3D打印设备 RenAM 500Q 对多激光器之间的相互作用,以及如何合理规划多激光器设备的激光策略进行了研究,从中可以得到一些启示。
在9月28日,3D科学谷已分享了该研究的上半部分内容。本期,3D科学谷将分享该研究的下半部分内容。
![]() 熔池分析
熔池分析
研究人员也可以观察到不一致熔化行为的证据。 在可见和红外波长下的实时熔池监测表明,在处于不利的下风向位置的激光熔融过程中,熔池活力和一致性会发生可测量的变化。 较短的可见波长表明强度的变化增加 ,而较长波长的红外数据表明下风向熔池发出的热量较少。

图片来源:Renishaw
上图为通过Renishaw 过程中质量控制软件InfiniAM监控的熔池数据,显示了在两个不同光谱带中的下风向样品和上风向样件的光谱熔池数据。
![]() 上风向激光器数量的影响
上风向激光器数量的影响
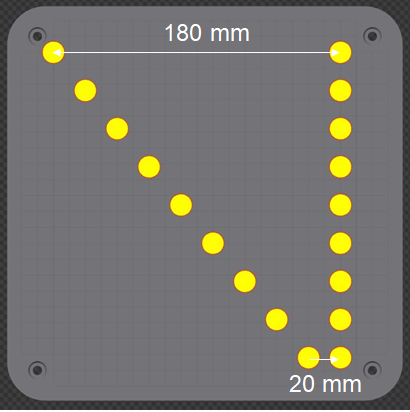
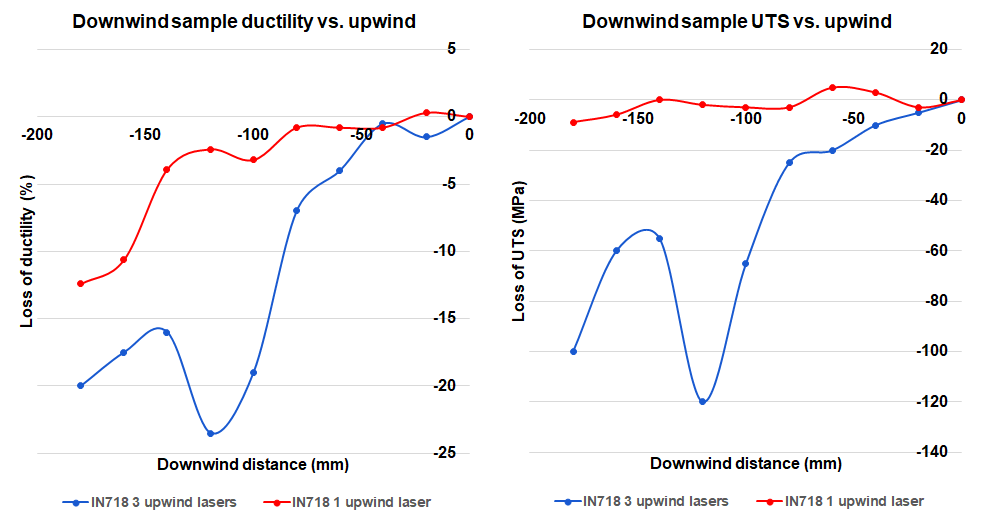
研究表明,上风向激光器的数量是决定下风向激光熔化质量损失的关键因素。研究人员将两个激光器的3D打印样件拉伸试验结果与四个激光器的结果进行了对比,发现上风向单个激光器的过程排放量减少,因此预计对下风向激光器的影响会有所减少。
图片来源:Renishaw
该试验中下风向激光器打印的样件的表面比先前测试的样件更为光滑,并且表现出更接近基线条件的拉伸性质。 处于下风向的样件延展性仍受影响,但这些不足以将强度显著降低。
图片来源:Renishaw
在两个激光器的3D打印试验中,研究人员仍然观察到下风向样件断裂表面存在一些缺陷,但是相比四个激光器试验中的下风向样件,其缺陷数量要少得多,在同样的直径范围内,该试验结果是10个缺陷,而之前的试验中观察到的缺陷数量为100个。与四激光器试验样件相比,缺陷的尺寸也小得多,在本试验中缺陷尺寸小于等于150微米,之前试验中尺寸近500微米。

图片来源:Renishaw
由于两个激光器的3D打印的试验中,下风向激光器仍会受到影响,因此仍应避免两个熔池之间距离过大,但是在两个激光器的情况下,熔池距离增加到100毫米。
![]() 打印层厚的影响
打印层厚的影响
通常如果每个打印层的厚度较大,就需要使用较高功率的激光,进行更高的能量输入,这将导致较大的熔池,也可能产生更多的飞溅。此外,较高的激光功率会产生更强烈的激光光斑,从而产生更强烈的蒸汽羽流和更多的冷凝物。如果从这一点上来推测,层厚较大时下风向打印样件将受到更严重的影响。
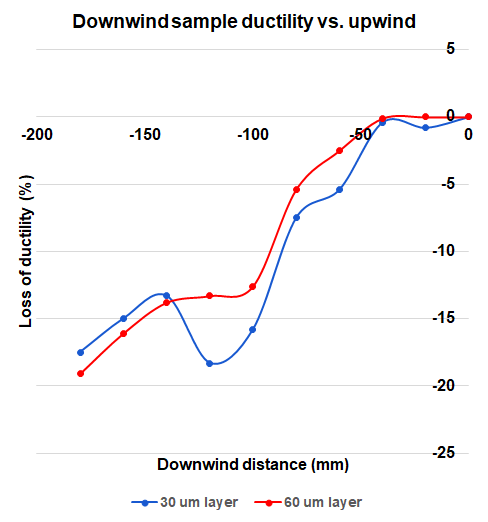
然而,研究人员通过测试发现,厚度差别所产生的影响很小。在测试时,研究人员分别采用了30微米和60微米两种层厚来打印 Inconel-718 样件,但是两种不同层后的经过热处理的Inconel-718样件得到的测试结果非常相似(如下图所示)。
图片来源:Renishaw
可以看出,两种不同层厚样件的机械性能退化与熔池距离之间的关系非常接近。虽然其中每个数据点存在一些细节差异,一旦考虑了交互过程的随机性质,这些结果基本相同。
![]() 哪种因素影响最大?
哪种因素影响最大?
在上述研究中,研究人员探讨了影响下风向熔化质量的三个因素,即:去聚焦、遮蔽和飞溅掺入。 前两个因素通过空气传播的颗粒干扰下风向激光束,而第三个因素发生在粉末床表面。 那么,在这三个因素中,哪一个对下风向熔化质量的影响最大呢?
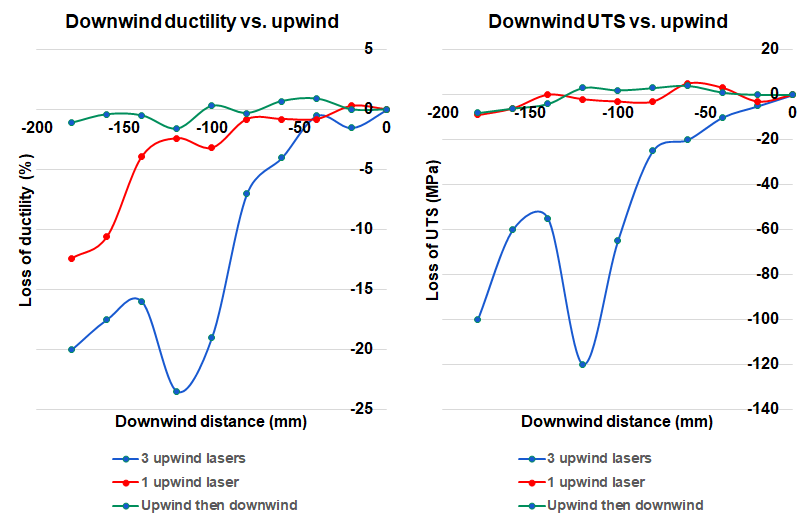
为此,研究人员使用新的激光扫描策略进行了测试。在新测试中,激光器进行列阵列扫描,首先熔化最上风向的样件,然后熔化处于下风向的样件。这意味着下风向样件不再受到前两个因素的影响,但是仍然会受到第三个因素的影响。
图片来源:Renishaw
在上图中,最上方两条曲线下风向打印样件分别在3个上风向激光器和1个上风向激光器空气传播因素影响下的测试结果,最下方曲线为下风向打印样件仅在表面飞溅因素(upwind then dowwind)影响下的测试结果。
在该试验中,下风向样件显示出拉伸性能的降低非常小,并且它们的表面粗糙度也几乎不受影响。上风向产生的碎片对熔化性能的影响很小。研究人员认为,这些结果也表明多激光之间相互发生作用的主要因素是去聚焦、遮蔽这样的空气传播因素。
研究人员提示,该试验是基于雷尼绍的多激光器3D打印设备RenAM 500Q 中进行的,不同的多激光器3D打印设备所发生的激光相互作用结果也将有所差异。
![]() 多激光器3D打印策略
多激光器3D打印策略
通过上述研究,研究人员已经找到了多激光器3D打印设备中影响打印样件质量的因素,那么,应该如何将这些知识应用于多激光器设备的3D打印中呢?
-用多激光器设备批量生产多个零件
当零件阵列尺寸等于或大于激光器数量时,可以选择为每个零件分配一个激光,并以“列”的方式进行打印,激光器向上风向移动。
-用多激光器设备生产单个大型零件
可以尝试为每个激光器分配部件的水平区域来完全避免下风向处理,但这种方式的不足之处是,将在零件表面上有见证标记,并在区域边界处零件经过重新熔化。此外,采用这种激光策略时不太可能平等地使用所有的激光器,除非打印部件具有非常规则的形状。
更好的策略是使用符合熔池距离规则的策略,在整个部件中使用所有四个激光器。这种方法确保所有四个激光器保持工作的时间大约相同,从而最小化每个层的加工时间。使用单个激光来处理每个边界扫描是有意义的,这样将避免表面不连续。激光器保持彼此靠近,与下风向熔池之间的距离保持最小。
![]() 总结
总结
多激光器3D打印技术具有更高的生产效率,然而多个激光器之间会产生相互作用,这种相互作用与它们之间的距离相关,并且在某些情况下,这种相互作用会对3D打印的部件质量产生不利影响。了解发生相互作用的机制则有助于合理规划多激光器3D打印设备的激光策略,以高效灵活的方式构建3D打印零件。
文章内容来源:雷尼绍全球方案中心总监 Marc Saunders
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com














