
3D打印是一种具有灵活性的技术,对设计的约束较少,借助3D打印技术设计师能够实现一些复杂的设计方案,例如:轻量化结构、功能集成的一体式结构。
根据3D科学谷的市场观察,目前国内在应用3D打印技术的时候,经常局限在3D打印应用阶段,并没有像国际上将3D打印技术与传统制造技术进行有效的衔接。就拿3D打印随形冷却模具的应用来说,通常3D打印服务商将3D打印完好的半成品外包给机加工企业进行后期的表面精加工,而不是在一条生产线下完成所有的制造流程,这使得3D打印应用的发展在国内仍然处于片段化的局面。
但是很多3D打印的金属零件需要进行机械加工来生成精密的表面,当金属3D打印技术的应用从制造零件原型发展为小批量零件生产时,该技术如何与企业车间中的其他机械加工设备相融合,构成增材、减材制造整合工艺链,将是一个必然要解决的问题。本期,3D科学谷与谷友通过DMGMORI的综合性数字化市场战略来共同领略3D打印融入产线的发展趋势。

![]() 面向工业4.0的综合性数字化
面向工业4.0的综合性数字化
更低的单件成本、生产自动化和高灵活性是高效率生产的关键。根据3D科学谷的市场观察,DMG MORI正在打造其综合性数字化市场战略 – 从任务计划到准备,再到生产和监测及服务,构成连续的数字化。
DMG MORI 的Sauer工厂在几年前开发了混合型增材制造设备LASERTEC 65 3D,该设备在5轴数控加工中心上组合了激光沉积焊接(3D打印)功能,在2017年DMG MORI 又通过对Realizer的收购进入到了粉末床选区激光熔融3D打印领域。
DMG MORI 在以上两种金属3D打印技术解决方案的基础上,推出了四条不同的增材、减材整合制造工艺链,工艺链包括金属3D打印设备和机械加工设备,还包括相应的管理系统。
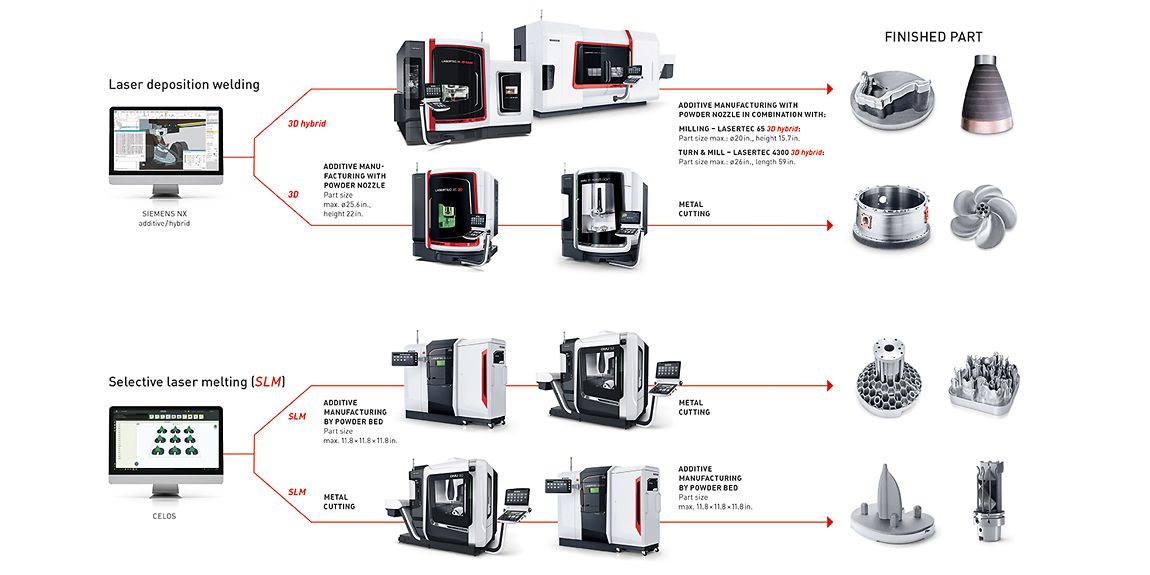
DMG MORI 四条增材、减材整合制造工艺链,图片来源:DMG MORI
激光沉积焊接与机械加工工艺链
DMG MORI 的两种基于激光沉积焊接3D打印技术的加工设备,配有Siemens NX additive/ hybrid(西门子NX 增材/混合)系统。
在DMG MORI 的理解中,金属3D打印是一种制造步骤,而不是一个单独的解决方案,任何进入增材制造设备的零件都将基于CAD建模数据。同样,当零件在增材制造设备上完成时,作业不会完成,很多情况下在增材制造过程之后,零件需要进行机加工,所以贯穿整个制造过程的数据平台是至关重要的。
DMG MORI 的激光沉积焊接增材制造工艺链中, 包括Siemens NX 的hybrid CAD / CAM数控编程,材料数据库的技术参数,过程监控和文档。

图片来源:DMG MORI
一种工艺链包括两种混合型增材制造设备-LASERTEC 65 3D hybrid 和LASERTEC 4300 3D hybrid。 LASERTEC 65 3D hybrid 集成了激光沉积焊增材制造工艺与5轴加工工艺,LASERTEC 4300 3D hybrid 则集成了激光沉积焊增材制造工艺与DMG MORI 的车铣复合加工工艺,可进行六面车铣加工。
DMG MORI 混合型设备能够在一个生产过程中使用不同的材料,使零件具有特殊性能。
另外一种工艺链仍是基于激光沉积焊增材制造工艺,但是该工艺链中的增材制造设备-LASERTEC 65 3D 是一台单一的激光沉积焊增材制造设备。 根据3D科学谷的了解,该设备是DMG MORI 为已经安装了5轴加工机床的制造企业提供的,作为现有加工技术的一种补充。DMG MORI 称,这种组合将确保客户生产能力的最大化。
粉末床选区激光熔融与机械加工工艺链
这两种基于粉末床增材制造设备所配的设备管理系统为CELOS。CELOS 是CAM编程和机床控制的完整软件解决方案,该系统已完善了DMG MORI 基于粉末床工艺的LASERTEC 30 SLM二代设备的工艺链,通过该系统零件能够以更短的时间完成外部编程并传送到设备。DMG MORI 称,CELOS系统将保证增材制造零件的预处理和后处理流程得到优化。
 图片来源:DMG MORI
图片来源:DMG MORI
其中一种工艺链是LASERTEC 30 SLM粉末床选区激光熔融二代设备与DMG MORI 的DMU 50 等5轴铣床相结合,即在零件完成3D打印之后,通过5轴设备进行精加工。
第四条工艺链也是LASERTEC 30 SLM粉末床选区激光熔融与5轴加工设备的结合,但不同的是,在该工艺链中DMG MORI 配备的加工解决方案是先完成零件的机械加工,接下来由LASERTEC 30 SLM二代设备在机械加工零件基础上完成需要增材制造的部分。
![]() 3D科学谷Review
3D科学谷Review
根据3D科学谷的市场观察,DMGMORI已经在全球建立了5家增材制造卓越技术中心:比勒菲尔德,弗朗顿,芝加哥,东京,上海。
而DMGMORI在数字化领域有着其独特的优势,其中包括机床方面提供数字化工作流程的CELOS,帮助用户生产高精度的工件、以数字化的方式准备加工任务的软件、制定高级生产计划的新解决方案和特有的技术循环。
为了远程沟通,DMGMORI的NETservice是一种先进的远程服务工具。通过其SERVICEcamera和作为网络接口的IoTconnector,多用户会议功能允许多名用户、服务工程师或其它专家直接接入网络,相互合作,共同寻找问题的解决方案。
此外,通过基于网页且独立于制造商的平台WERKBLiQ,与机床维护和维修有关的任何人都能在15个模块帮助下相互连接在一起。因此,在价值创造的每一个层面,DMG MORI都提供连续的数字化技术。NETservice和WERKBLiQ还可完成一系列服务功能。包括高效率地实施和制定上门服务计划、机床维护和维修服务。
可以说软件是数字化制造的核心,而在实现两种增材制造和机械加工的无缝集成中软件也起到了关键的作用。
在这方面,根据3D科学谷的市场研究,Siemens PLM 已推出了增材制造无缝集成软件解决方案,其产品涵盖增材制造增值过程的每一个阶段。这意味着整个数字化流程链都处在统一的集成式关联软件环境下,因此可以使用标准化的用户界面进行操作。用于工程、仿真、生产制备和3D打印的工具都集中于同一系统中,无需进行容易致错的数据转换,同时也可以消除信息遗失所带来的风险。这为3D打印设备制造商和增材制造用户带来单台机器的小规模生产迅速过渡到工业规模的批量生产的机会。
机械加工技术可以说是金属3D打印零件生产过程中的一个环节,但实现两种技术之间的衔接是充满挑战的。3D 打印技术在制造复杂零部件方面的优势,有时会因为要顾及到后续机械加工中所产生的挑战而被减弱。如果在最初设计与制造3D打印零件时没有充分考虑到后续机械加工中所面临的挑战,则可能因为零件加工失败而产生损失。但如果通过大量试错的方式来摸索如何成功的加工一款3D打印零件,无疑会使企业承担高昂的成本。
在设备硬件方面,同样需要为实现增材、减材制造的无缝衔接下一番功夫。通过DMG MORI 发布的四条工艺链可以看出,零件先后需要经过3D打印增材制造与铣削等多个制造步骤,零件从一台加工设备移至下一台设备时存在如何夹紧、对齐,相对于参考系统如何进行几何定位等问题,这类问题也是致力于打造增材、减材整合工艺链的设备制造商需要解决的问题。机械加工行业的另一家设备企业GF 阿奇夏米尔是通过统一的卡盘和校准软件来解决以上这类问题的。
不仅仅是DMGMORI在打造全流程的工艺链,根据3D科学谷的市场观察,在GF 阿奇夏米尔与EOS 合作推出的模具增材制造设备AM S 290 Tooling 中集成了System 3R MacroMagnum 卡盘,配合参考点许可校准软件,3R卡盘可以实现工件在多种不同工艺之间的快速而精准的装夹和定位。比如说,在阿奇夏米尔随冷模具解决方案中,3D打印设备将在机械加工预制件上进行模具镶件的增材制造,此时3R卡盘发挥了重要作用。在进行打印前首先将预制件安装在工装板上,并在工装板背面安装3R卡盘,然后通过CMM测出预制件的精确位置,接下来将预制件安装在AM 290的工作台夹头上,经过设备的补正软件进行补正后,即可在预制件上精确的进行3D打印。
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com














