
增材制造是成型复杂结构零件的有效方法,但是增材制造的制造速度、表面质量等问题仍是制约其进一步突破现有工艺的瓶颈技术。近日,加州大学伯克利分校和利弗莫尔国家实验室的研究人员提出通过断层成像重建技术实现立体3D打印,从而大大提高了成型速率(如图1所示)。与通常增材制造技术中“点-线-面-体”的制造思路不同,该技术工作原理与计算机断层(CT)扫描的逆向操作类似:在CT成像技术中,X射线管在待测物体周围旋转,成型各截面图像,再利用计算机重构出被测物体3D结构模型;而在基于断层成像重建技术的立体3D打印中,研究人员从3D模型的不同角度计算物体的截面形状,使用投影装置在不同角度投射对应的2D图像,投射光斑在装有光敏树脂原料的圆柱形容器中成像,引发固化反应,实现零件成型。
 图1 基于断层成像重建技术的立体3D打印 (A-B)成型原理(C)成型过程(D-G)成型零件
图1 基于断层成像重建技术的立体3D打印 (A-B)成型原理(C)成型过程(D-G)成型零件
该成型方法中,容器中不同位置液态树脂的固化与否取决于该位置的累计通光量,特定波长的光将使光敏树脂(此处为丙烯酸酯)产生自由基团,而氧气将会抑制自由基团产生,直到该位置累计光通量达到一定限值,氧气被消耗抑制到一定程度,树脂才会引发交联反应。根据目标成型零件的CAD模型、投影设备能量密度及材料的能量吸收率,研究人员反求出各角度截面对应的2D轮廓及旋转速率,通过投射光斑形状变化与容器旋转运动的配合控制,可以实现容器内任意空间单元通光量的控制,当目标区域通光量达到上述限值后,即可引发光敏树脂的固化反应。为避免容器旋转过程中液体流动影响零件成型精度,研究人员选用的液体树脂粘度高于90Pa·s;通过加入不遮挡固化波长的染料,还可以实现树脂颜色及透明度的调整。
 图2应用该技术制造的各类零件(A-C)复杂结构零件(D-H)无支撑制造零件 (I-J)柔性材料零件(K-L)光滑表面零件【图中未注线段均为2mm】
图2应用该技术制造的各类零件(A-C)复杂结构零件(D-H)无支撑制造零件 (I-J)柔性材料零件(K-L)光滑表面零件【图中未注线段均为2mm】
研究人员应用该技术制造了多种零件(如图2中所示),实现了最小特征尺寸0.3mm的成型,厘米级零件成型速率约为30-120秒,预测最大成型尺寸可达0.5m。该成型方法的成型速率不依赖于层数、截面面积与复杂程度,且高粘度树脂可实现自支撑作用,因此具有成形速度快、无需支撑、可成型高粘度材料、可避免柔性材料成型中变形问题等优势;通过在成型容器中预置其他材料,还可以实现复合材料零件的一次成型(如图3所示)。
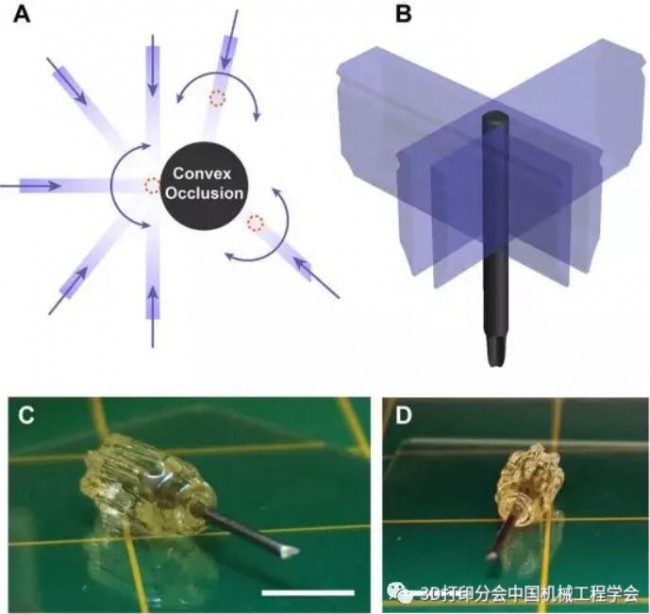 图3 通过预置其他材料一次成型复合材料零件(作者称之为over-printing)
图3 通过预置其他材料一次成型复合材料零件(作者称之为over-printing)
参考文献:
”Kelly Brett E, Bhattacharya Indrasen, Heidari Hossein, Shusteff Maxim, Spadaccini Christopher M, Taylor. Hayden K.Volumetric additive manufacturing via tomographic reconstruction. Science. 2019 Jan.
原创: 王忠睿、李涤尘,机械制造系统工程国家重点实验室
文章来源:3D打印分会中国机械工程学会
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com














