
通过3D打印机制作一次性或小批量的零部件与在批量生产中实现成熟的3D打印制造工艺之间,存在很大差异。
There is a very big difference between making one-off or short-run parts with a 3D printer and being a proven manufacturing process in volume production applications.
视频: Velo3D几乎无需支撑设计的智能熔化金属粉末床3D打印技术。来源:Velo 3D
![]() 专为生产而设计的设备
专为生产而设计的设备
3D打印诞生的“土壤”是原型和快速制造,面临生产领域对于效率、质量一致性以及加工稳定性的需求,需要采用一种非常不同的增材制造方法来消除当前工艺所面临的挑战,从而推动增材制造技术在批量零件制造中实现更广泛的应用。
那么,金属增材制造在生产中可行性的要求是什么?
- 必须是可预测的:您无法花费数小时或数天的时间来通过反复试验为了制作第一个合格的零部件。
- 必须更快:优先考虑减少构建时间,这就是多激光3D打印设备越来越多地用于生产的原因。
- 必须准确:在更高的速度和更复杂的零件上,需要更好的过程控制来始终如一地生产高质量的零件,同时减少后处理或返工。
- 必须稳定:在生产环境中,激光器几乎一直处于开启状态,以提供必要的通量,这些激光器需要可靠且易于维修。
根据3D科学谷的市场观察,来自美国旧金山的Velo3D开发了新的智能熔化粉末床金属增材制造系统。该系统从的设计目的是为了用于生产工作,从零件加工过程模拟开始,到生成加工策略,然后,通过各种过程控制,以确保在多个零件加工中保持质量的稳定性和一致性。
无需支撑的3D打印零件
Velo3D的智能金属熔化系统打破了基于粉末床选区金属熔化领域的“45度规则”。可以在不需要支撑的情况下打印角度低至10度的零件特征。

Velo 3D 的3D打印设备。来源:Velo 3D
Velo3D 的设备已经开发多年,从一开始就打算用于批量生产。Velo3D的特点是能够在没有支撑的情况下构建低角度几何形状,Velo3D打印机可以处理低至10度的角度,从而可以构建曾经被认为不可能的几何形状。与常规增材制造技术相比,还可以在不需要支撑的情况下构建高达40 mm(1.57“)的大内径。
 面向生产的零件。来源:Velo 3D
面向生产的零件。来源:Velo 3D
消除生产障碍
当前制约金属增材制造技术实现成本有效地进行批量生产的主要障碍是,如何保持构建过程质量的可靠性。特别是对于多激光3D打印设备来说,质量的控制是一大挑战。
例如,激光光斑尺寸对性能有显着影响。由于校准不良,气流或其他因素,容易发生2-3倍的光斑尺寸变化。
 从左上角顺时针方向:定子和风扇,径向涡轮机叶轮,喷嘴,热交换器。来源:Velo 3D
从左上角顺时针方向:定子和风扇,径向涡轮机叶轮,喷嘴,热交换器。来源:Velo 3D
直到最近,还没有特别实用的方法来测量粉末床选区金属熔化工艺的光斑尺寸漂移问题。通常的做法是每隔3到6个月通过外部引入校准技术人员,以使3D打印机恢复到精确的工作状态。
Velo3D的解决方案是集成计量系统,可测量关键过程变量,然后自动重新校准机器。校准程序测量机器工作范围包括校准49个点的精度和一致性。只需按一下按钮,操作员就可以随时运行它。Velo3D的Sapphire 3D打印机还可在每次构建之前自动检查耗材的级别或寿命 – 例如过滤器,筛子和粉末供应 – 并在机器监视器上显示相关信息。
生产多激光系统的另一个因素是不同激光头的相邻表面之间的缝合质量。激光必须完美对齐,以创建光滑,无缝的表面。3D科学谷了解到,即使是50微米的差异也是可辨别的,并且可能不利地影响零部件的结构完整性。
此外,随着构建方向沿着垂直的Z轴前进,XY轴对准可能会漂移,因此必须进行过程跟踪并进行校正以确保整个构建的对齐。如果没有过程跟踪,可能会在最终的零部件产生严重缺陷,从而导致需要返工或额外的后期处理。
Velo3D的传感器系统实时解决了这个问题,通过在构建的每一层的工件表面上大约500个点处的相邻激光点覆盖过程中的监视,当检测到未对准时,系统会在控制系统中自动调整。这是一种手段,不仅可以使单个零部件达到更高的精度和表面质量,而且可以在多个零部件的加工中提高质量稳定性。
过程中控制
3D打印机的构建室内有很多因素会影响金属增材制造工艺的质量和一致性。一个是气体的质量,如果存在氧气,氧气可能与材料发生氧化反应,这些会限制粉末的再利用,并且可能在零部件制造过程中产生不一致的机械性能。对于许多材料来说,惰性气氛更好,Velo3D的设备将氧气限制在1ppm以下并应用恒定湿度监测。
气流也很重要,因为残留的烟灰颗粒会使激光束模糊,从而降低激光导入粉末的能量强度。常规方法是引导层流气流穿过粉末床的表面。然而,层流不一定等于均匀流动,并且不均匀的气流导致烟灰积聚,从而造成零件不一致的机械性能和表面粗糙度。
Velo3D的Sapphire 3D打印机采用大容量,高速均匀气流,这提供了以高激光功率持续运行的能力。
通过系统来持续监控熔池热量的能力也很重要,熔池监控不仅仅是传感器的技术,还需要提供与正常偏差的原因分析,从而确定缺陷区域,并帮助用户了解缺陷的产生方式和原因。根据3D科学谷的市场观察,这一点,在市场上的选区金属熔化金属3D打印设备中已经获得了广泛的应用,可以说并非是Velo3D的差异化特点。
Velo3D的一个差异化特点是非接触式粉末刮板。通常需要铺粉刮板来扫过粉末表面,以在部件上方平坦化,并且均匀地移除剩余的粉末。铺粉刮板是磨损部件,如果不仔细管理,可能会导致与突出部件发生摩擦“碰撞”,从而碰坏零件的内部特征。
Velo3D的非接触式粉末刮板,可通过在每一层提供完整的XYZ方向上的零部件定位和粉末床图,以防止“碰撞”。设备还可以检测粉末床条纹并通过在涂覆机中运行清洁循环来自动校正以释放粘附的粉末颗粒。
最后,对于大批量生产,Velo3D的Flow™软件可以快速生成打印程序。金属增材制造的最大挑战之一是创建一个生成与设计意图相匹配的零件。这是关于预测翘曲并施加避免措施,以便最终部件按规格完成的过程。没有强大的软件来辅助这个功能,制造出第一个符合要求的零部件可能是一个漫长的试错过程。
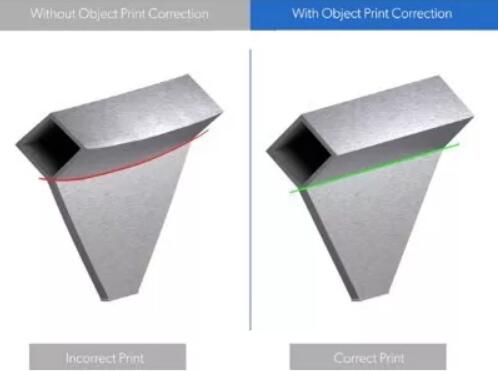 Flow软件预测过程的翘曲并相应地自动调整打印程序。来源:Velo 3D
Flow软件预测过程的翘曲并相应地自动调整打印程序。来源:Velo 3D
导入3D CAD文件后,Flow™软件的模拟引擎会自动分析设计,预测打印中的变形,并生成补偿构建程序,该软件可识别许多零件特征,并为每个特征独立应用优化的构建过程。它还可以预测部分风险和故障,在开始构建过程之前验证打印的可执行性。
他山之石可以攻玉,Velo 3D作为SLM金属3D打印领域的后起之秀,针对进入生产领域对设备带来的挑战与痛点发力,这或许可以成为国内设备厂商发展方向的借鉴。
《3D打印与工业制造》登陆京东网上书店,超过4万人观看的3D科学谷创始人的微课视频。
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com














