
金属在3D打印领域,以Binder Jetting-粘结剂喷射金属3D打印技术为代表的间接金属3D打印以高速,低成本获得了业界的高度关注。3D科学谷将通过上下两篇文章为谷友分享粘结剂喷射这项技术的发展态势与挑战。
 视频:惠普金属3D打印
视频:惠普金属3D打印
![]() 趋势中的挑战
趋势中的挑战
拿GE增材制造的粘结剂喷射金属3D打印来说,包括美国西屋制动、康明斯都成为首批采用GE间接金属3D打印技术的合作伙伴。康明斯公司计划在其生产过程中加速使用3D打印-增材制造技术,更全面的实施工业4.0技术,以改善其工作流程中的自动化,云计算和其他过程。
这些企业将增材制造过程最初用于生产小批量零件,并逐步探索如何将该技术整合到大批量生产中。
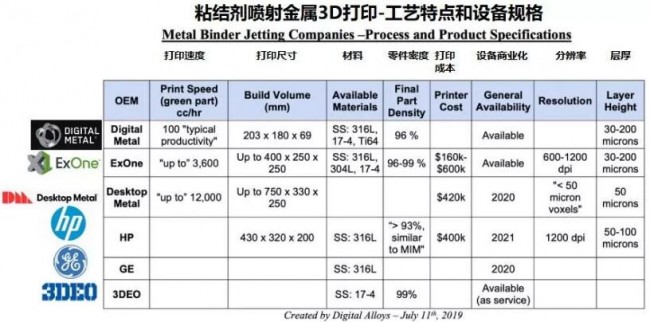
不过,在商业化的进程上,这些企业由于起步时间以及技术开发与偏重不一样,其市场化的时间节点也相对拉开了间隔。ExOne和Digital Metal已经向市场上销售了他们的粘结剂喷射金属3D打印系统(ExOne迄今为止销售了该领域的大多数系统),并且还提供3D打印金属零部件的服务,3DEO也是提供3D打印金属零部件的服务。Desktop Metal,HP-惠普,Stratasys,GE和3DEO尚未发售市售的粘结剂喷射金属3D打印系统。
 Binder Jetting喷射金属3D打印。来源:Digital Alloys
Binder Jetting喷射金属3D打印。来源:Digital Alloys
![]() 工艺
工艺
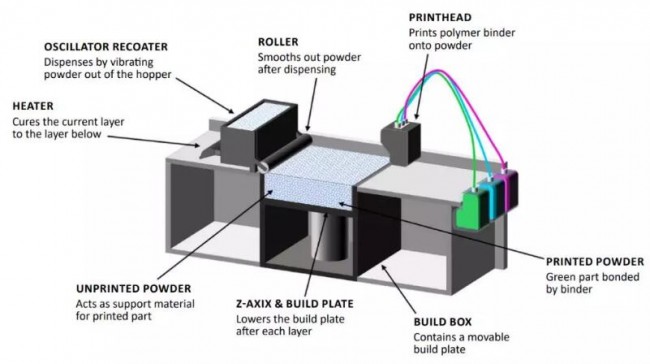
在Binder Jetting粘结剂喷射金属3D打印过程中,大致的工艺过程是:
首先用滚筒将一层细金属粉末铺展在构建板上。然后,喷墨打印头选择性地将粘结剂沉积到粉末上,将层粘结在一起。在创建每个层之后,构建板向下移动并且下一层粉末在前一层上铺展(典型的层厚度为50-100微米)。重复该过程直到在一定体积的粉末中产生完整的零件。
 Binder Jetting金属3D打印
Binder Jetting金属3D打印
处于3D打印状态的零部件被称为“绿色”部件,因为它们在变得致密之前需要后处理(包括脱脂和烧结)。

Binder Jetting粘结剂喷射金属3D打印可能看起来相对简单,但它是一个充满挑战的过程,有许多因素会对质量造成严重破坏,特别是在高速打印状态下,尤其是需要注意以下的关键变量:
1)一致的粉末分布
2)高粉末填充密度
3)精确的粘结剂沉积
4)粘结剂饱和度
5)打印过程中粘结剂的干燥
精细地散布和压实细金属粉末并非易事,这其中需要许多精确的过程来快速和可重复地完成该操作。此外,确保均匀的铺粉只是重要的过程控制的一部分,还需要控制用于粘结剂喷射的喷墨打印头必须每秒精确地输送数千个微小液滴(10-80微微升)。在打印头速度高达1米/秒甚至更快的液滴速度时,液滴必须准确地撞击粉末而不会发生飞溅。
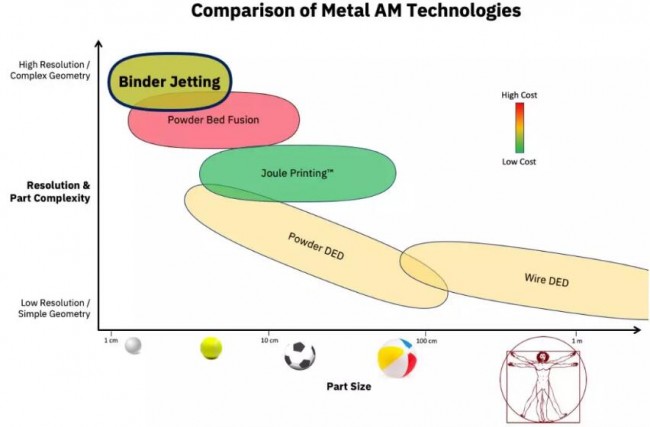 几种金属3D打印的特点
几种金属3D打印的特点
此外,喷墨打印机因会发生堵塞而臭名昭著,尤其是粘结喷射过程中使用的是高粘度粘结剂。结果,需要对喷头进行清洁操作。
最后,在下一层可以成功地在前一层上面滚动铺粉之前,前一层的粘结剂必须获得充分的干燥。
 几种金属3D打印的特点
几种金属3D打印的特点
Digital Metal和3DEO针对更小,更高分辨率的零部件打印,速度约为100毫升/小时,Desktop Metal声称实现“高达12,000毫升/小时”的速度。不过根据3D科学谷的市场观察,对于Binder Jetting粘结剂喷射金属3D打印,此指标可能会产生误导。因为打印速度实际上跟零件的设计有关,假设3D打印的是100%的填充密度(即,3D打印单个固体块,那么这样的速度是没有意义的)。客观上来说,最高速度取决于客户的具体应用和质量要求。
![]() 材料
材料
Binder Jetting粘结剂喷射金属3D打印技术主要使用两种材料:金属粉末和液态粘结剂。
金属粉末方面,Binder Jetting粘结剂喷射金属3D打印技术使用与金属注射成型(MIM)相同的精细金属粉末,这些细金属粉末的粒径约为5-45微米。粘结剂的化学技术是Binder Jetting粘结剂喷射金属3D打印技术区分其解决方案的领域之一。
又快,又好,这永远是相互矛盾的挑战,关于后处理中Binder Jetting粘结剂喷射金属3D打印技术遇到的局限性与挑战,3D科学谷将在下篇文章中分享,敬请关注。
《3D打印与工业制造》登陆京东网上书店,点击微课视频收看超过6万人观看的3D科学谷创始人微课。
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.ganjiayu.com,在首页搜索关键词
网站投稿请发送至2509957133@qq.com














