

L-PBF选区激光熔融3D打印和 L-DED激光定向能量沉积3D打印过程中激光和原材料之间潜在的热相互作用比较相似,因为它们都依赖激光为粉末提供热量,通常将其完全熔化以形成熔池。 然后熔池在先前的层或基底之上凝固以形成所需的形状。 显然,这些过程的加工参数设置存在显着差异,因此需要采用不同的监测方法。本篇将分享目前在激光金属增材制造中用于原位监测的一些常用技术,并探讨一些代表性示例,从而有助于理解如何通过ML机器学习方法进行缺陷预测与纠正。

 论文链接:
论文链接:
https://link.springer.com/article/10.1007/s10845-023-02119-y
L-PBF选区激光熔融3D打印和 L-DED激光定向能量沉积3D打印过程中基于图像的监控和缺陷检测之间的一个关键区别是可访问性。在L-PBF选区激光熔融3D打印过程中,任何时候只有顶层可见,这限制了相机可访问的信息。
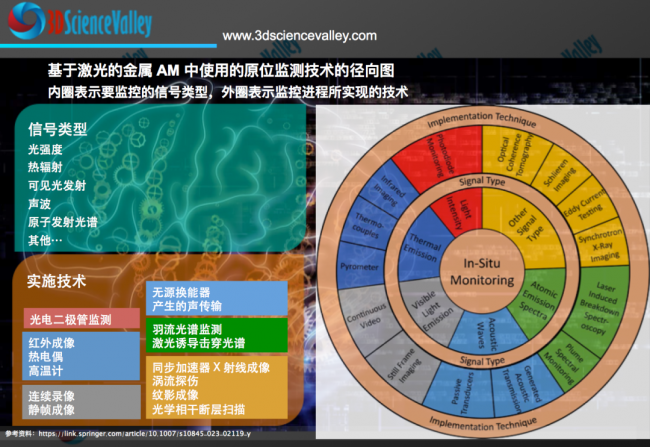 原位监测技术
原位监测技术
© 3D科学谷白皮书
热成像和数字图像相关 (DIC) 可用于识别某些缺陷,例如气孔和变形,但如果缺陷在添加新层后形成,则下方的缺陷几乎无法识别。
相比之下,L-DED激光定向能量沉积可提供对构建较低区域的视线访问。这允许在较低层上观察到热量积累和热循环的影响,如果零件浸没在粉末床中,则无法检测到这些影响。
 粉末床的固定轴监测,a.多尺度CNN(MsCNN)解释的粉末床可见光图像,以识别b.检测到的粉末铺展缺陷
粉末床的固定轴监测,a.多尺度CNN(MsCNN)解释的粉末床可见光图像,以识别b.检测到的粉末铺展缺陷
© springer
除此之外,缺陷检测能力的大多数其他差异取决于传感器的应用和个别研究的监测目标。然而,与尝试L-PBF选区激光熔融3D打印中测量相同指标相比,PBF-LB/M 通常具有更高的扫描速率和更小的光斑尺寸,因此提高时间和空间分辨率更为重要。
![]() 可见光
可见光
可见光监控利用广泛的现有成像技术,可以拍摄构建过程的高分辨率图像,并且可以很容易地应用于L-PBF选区激光熔融3D打印和 L-DED激光定向能量沉积3D打印过程中。
可见光图像捕获人眼可感知范围内的电磁 (EM) 辐射,因此具有易于解读的优势。长期以来,金相检验一直依赖样品反射的可见光中的可用信息来确定金属表面的物理特性,因此,增材制造表面的可见光图像同样可以提供有用的信息。
气孔、裂纹和几何偏差是一些可以通过视觉成像检测到的缺陷,视觉成像可以在各种分辨率和帧速率下进行,生成大量数据,在某些情况下超过 5 GB/s。
数据生成的高速率对使用图像馈送 ML机器学习算法(例如 CNN)进行实时缺陷检测的任何尝试都带来了重大挑战,这在算力上可能是昂贵的,但也有研究在通过使用裁剪图像来减少数据大小。
与许多其他传感器一样,可见光相机可以同轴安装或以离轴配置安装。在设计监测方法时,应仔细考虑排除波长对传感器响应的影响。传感器的离轴安装是通过任何未耦合到过程光束的光学系统的传感器实现的。然而,相机的离轴定位会造成基于透视的失真,必须加以考虑。构建层上的点与相机镜头之间的距离差异也会妨碍对构建的不同区域进行准确对焦,进一步限制了检测较小缺陷的适用性。根据构建室中的可用空间,固定监控可能依赖于小型、坚固的传感器。
 © springer
© springer
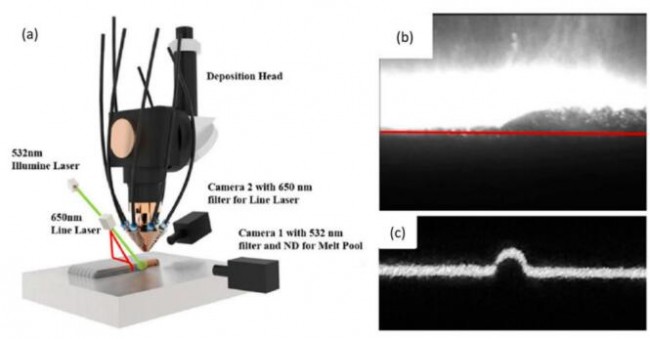
如图所示,将线激光对准熔覆层表面以帮助检测最终层的轮廓和高度。这种方法利用成角度的透视来计算熔覆层的高度。
![]() 热辐射
热辐射
热过程控制是金属增材制造的关键,整个零件和周围材料的复杂热传递会影响零件的微观结构。监测零件的温度特性可提供有关这些状态和潜在缺陷(例如分层、飞溅和孔隙率)的一些信息。
AM增材制造的热监测可以使用热像仪和高温计实现,热像仪在实现上类似于可见光相机,但图像以假色显示温度分布,这些图像可以包含与热梯度和结构特征相关的信息,这些信息可以由基于图像的 ML人工智能算法(例如 CNN)解释。
由于分层或裂缝导致的热流变化可以在这些图像中得到解决,并且已经通过ML人工智能算法成功识别,热梯度、极端温度和几何信息等信息也可以从热图像中提取,然后馈送到基于矢量数据的ML人工智能算法,例如SVM支持向量机算法,然而,热成像相机的像素分辨率通常低于可见光相机,限制了对小特征的检测能力。
 热成像结合人工智能检测是否存在分层、飞溅
热成像结合人工智能检测是否存在分层、飞溅
© springer
热像仪分为两大类:光子探测器或热探测器。光子探测器将 IR 光子直接转换为电信号,可以实现比热探测器更高的帧率。然而,它们很昂贵并且需要冷却到低温以避免热噪声。相反,热探测器直接吸收热量,触发成比例的电信号,对于大多数现场热监测情况,热探测器可能就足够了。
热像仪的一个主要限制是它们无法直接测量表面的绝对温度。高温计是另一种用于监测表面温度的技术,可以独立使用,也可以与热像仪结合使用。高温计通常被认为是点传感器,监测从一个或多个红外波长的表面发射的光的强度以确定温度。然后,捕获的数据可用于训练 ML人工智能算法。在实践中,高温计通常是配备滤光片的光电二极管,光电二极管的功能是将入射光转换为电流,产生随时间变化的强度信号,因此不提供空间分辨率。这些强度信号数据包含多个特征,这些特征可以被人工智能提取和关联以预测最终零件质量。
![]() 原子发射光谱
原子发射光谱
激光增材制造中的高温会导致一小部分合金蒸发并形成等离子体。光谱监测已经用于主动和被动形式的AM增材制造监测过程。主动监测是通过使用探针激光蒸发表面的小样本,形成等离子体,然后在称为激光诱导击穿光谱 (LIBS) 的过程中由光谱仪进行分析来实现的。
LIBS 需要离线校准,但可以在不影响沉积特性的情况下检测低原子量和高原子量元素。该系统不容易适应L-PBF工艺,因为它需要在靠近构建表面的位置安装额外的模块,这通常与L-PBF的光学系统不兼容。
监测的等离子体中元素的浓度将与表面的元素浓度密切相关,但不一定相同,因为一些元素会在比其他元素更低的温度下蒸发。这些信号随后可以被 ML机器学习算法使用,例如支持向量回归 (SVR) 方法来预测沉积合金的成分,还可以用来预测合并轨道内孔隙的严重程度。通过分析线强度和比率的变化,以确定导致缺陷形成的工艺条件变化。
![]() 声波
声波
声学监测是依靠声波的传播来提供有关构建质量的信息。声发射的记录和分析是传统工业中用于检测裂纹、腐蚀开始和状态验证的成熟监测技术。声学监测系统可以是被动的,仅检测制造过程本身产生的声波,也可以是主动的,产生声波穿过目标并返回接收器。零件内的孔隙、裂纹或未熔化的粉末等缺陷会改变这些波的传输,从而导致可以在记录的信号中检测到的变化。
超声波传感器是有源传感器的一个例子,多年来一直广泛用于故障分析、疲劳监测和传统制造领域。通过读取表面上产生的声波并检测可能发生的变化来预测缺陷的存在。通过基于 CNN 的算法的输入,鉴定L-PBF选区激光熔融金属3D打印过程中的孔隙率。
然而,这种类型的传感器无法在生产过程中调查构建的熔池区域。此外,大多数L-PB构建室几乎没有可用空间来在构建室内集成这类设备。为了克服这个限制,科研人员建议可以将该传感器集成到现有的L-PB构建室机器光学系统中,这意味着可以使用现有的激光制导设备在层之间进行测量。
![]() 新兴方法
新兴方法
目前已经开发了几种其他方法用于激光增材制造的原位监测。然而,这些方法要么适合研究目的,要么不适用于生产规模的监测。
同步加速器 X 射线监测和纹影成像是激光 AM增材制造的有用研究工具,可以为激光加工过程中发生的现象提供有价值的见解。同步加速器 X 射线监测允许对熔池区域进行高分辨率成像,揭示加工动态。纹影成像研究激光羽流和构建室的流体动力学,揭示AM增材制造过程如何受其环境影响,这两种技术都需要专门的实验装置。
光学相干断层扫描 (OCT) 和在线相干成像 (ICI) 监测允许检查零件表面并解读加工参数的影响和理解扫描策略对表面粗糙度的影响。涡流检测 (ECT) 用于检测金属内部的裂纹和亚表面缺陷,并已被提议作为原位监测增材制造工艺的方法。目前,OCT 和 ICI 已在原位监测中进行了最低限度的探索,而 ECT 最近才被科研人员部署用于L-PBF选区激光熔融金属3D打印AlSi10Mg铝合金材料的原位监测。随着这些检测系统对激光金属增材制造的进一步探索,机器学习很可能被用于辅助样本的分类和预测。
原始参考文献:https://link.springer.com/article/10.1007/s10845-023-02119-y
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。














