
“ 随着对增材制造兴趣的增加,很多企业在纠结是否要进入到这一领域。对增材制造技术的高期望值需要将商业所面对的机遇和挑战综合在一起考虑才能做出最好的决定。要了解当前的时机如何,就需要看看增材制造的发展过程,多了解增材制造发挥优势的领域。”
增材制造技术的发展经历了3个时期:2000年前是发展初期,像婴儿诞生,最早的几家公司包括德国EOS于1994年开始,OPTOMEC于1997年开始了他们的增材制造生涯。随后,增材制造经历了10年的稳固期,像婴儿学学步,发展到2010年,这期间包括Concept Laser, 3D Systems, Matsuura, SLM Solutions都为增材制造逐渐登堂入室起了重要作用,于此同时,各国政府对增材制造的重视力度逐渐加大,最为引人注目的是美国于2009年就开始规划的增材制造技术路线图。2010年以后,增材制造进入了发展阶段,像少儿学会走路一样,各种应用,标准化,技术监测,质量控制,后处理,材料开发,复合打印,仿真都纷纷提上日程,整个行业迈向快速发展阶段。
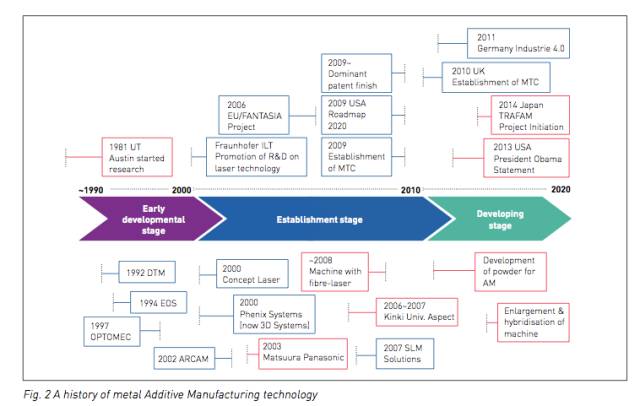
图片来源:metal-am
另一方面,增材制造还存在着尺寸、精度、效率、工艺控制等局限性,然而,如果你等待这些局限性都被解决了,你再投资着一领域,经历过学习曲线后去跟上行业发展,这时候也可能你已经失去了话语权和影响力。所以,在被增材制造领域的局限性吓跑之前,我们可以对这一领域的技术的独特性加以更深入的了解,再结合你身边的潜在客户的要求,以及你的人员技术准备来考虑是否投资这一技术。本期3D科学谷为谷粉带来几个有趣的案例,现在,把犹豫丢掉,不妨跳进增材制造领域的思维境界来,一起High吧!
过滤器
这个过滤器是英国的一家公司制造的,这家公司的业务是为多个行业提供过滤器,之前他们一直通过冲压和数控加工的方式来制造过滤器。后来他们尝试了增材制造的方法,他们生产的过滤器不仅能耗低,而且通过其他的传统方式生产不出来。究其原因,是通过增材制造的方法获得了独特的孔的分布,这使得不用很大的压力就可以将液体过滤出来。新的过滤器提高了30%的能源使用效率,并且该过滤器不需要多个零件组装而成,节约了人工和组装成本,这是以前所没有的解决方案。
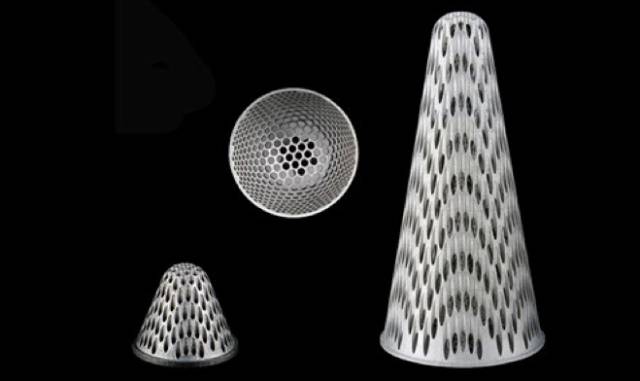
图片来源:metail-am
燃烧器
另外一家叫Havells Sylvania的公司是钻们提供灯泡和灯光控制器的,他们为了生产卤素气体灯泡,将长丝和卤素气体合成一个长条。这些灯有时候需要达到2000度的高温,其中的燃烧器的稳定性受到了极大的挑战。

图片来源:metal-am
如图片的上图是传统方式制造的燃烧器,由20个零件组成,寿命大约6个月,零件之间的焊接处很容易发生泄露,从而使得生产停止。通过Layerwise金属打印设备(属于3D Systems公司) 一次性完成该零件,并且寿命长达1年还在正常使用中。
以前的设计是为了制造而设计(design for production),增材制造带来的是为了功能而设计(design for function)。3D科学谷再分享下比利时的Materialise是如何做到design for function的吧。
拉手
这款拉手看上去平淡无奇,然而我们别忘了,如果通过传统工艺来加工的话,拉手深处(手指探进去的部分)存在着下切(under cut),这样的下切使得要通过机床来一次性完成是不可能的事情,所以要制造这样的拉手,我们就需要将产品切分成两部分来完成,再将模具焊接在一起。而增材制造的设计思维则不需要受制造工艺的局限。

图片来源:materialise
出风装置
另一款更加平淡无奇的出风装置,这样的出风装置通过增材制造的方式来完成的奥秘在哪里呢?可能聪明的你已经看出来了,是出风口的孔,这些孔的槽型完全按照风力和风向来设置,几乎每个都是倾斜的喇叭孔,而且朝向各不相同。让风可以自由的喷出,这样的设计用在散热装置上将极大的提高散热效率。

图片来源:materialise














