
“这怎么可能?通过传统的生产方法生产的涡轮砂芯需要花费€3600,但通过3D打印仅需要€900。3D打印有助于大大缩短模具和芯的生产过程。因为砂模打印直接从CAD模型到砂模,无需昂贵的模具成本。其实,不仅仅是金钱的节约,更多的是产品的差异化从源头开启… …”

来源:voxeljet
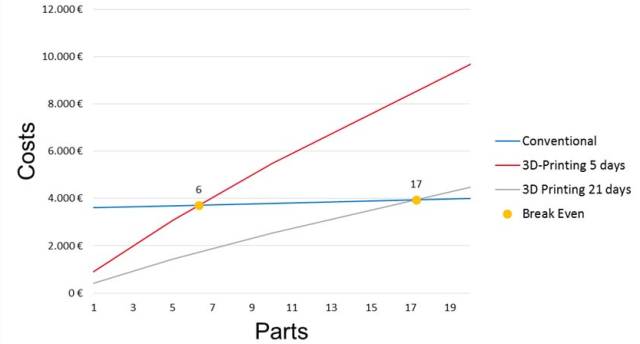
经济生产-从原型到小批量
我们来看看制造涡轮机轮的砂芯的案例,与传统的方法相比,由于结构的复杂性传统方法需要将涡轮叶片分成几个部分分别制造出来,然后在组装在一起。
然而,随着3D打印,整个涡轮机的砂模作为一个整体被打印出来。这大大缩短了整个生产过程,而且提高了精度。这意味着,高达75%的成本节约通过模具的节约和效率的提升获得的。

来源:voxeljet
时间也是金钱
短的交货时间和高度的灵活性对企业的竞争力很重要,如何合理地把这两者联系起来,同时又很经济?拿德国Voxeljet的3D打印砂型和型芯设备来说。相比于传统的生产方法。其设备的灵活性包括没有必要担心传统方式无法实现的底切和角度问题。而且对组件的更改也不需要重新开模具,可以快速和更容易地进行。复杂的几何形状,灵活的修改调整,3D打印对传统的制造模式形成有力的补充。
来源:voxeljet
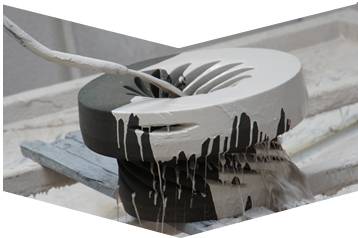
砂模打印六步曲
3D打印
通过一个一层一层地铺放非常薄的砂子,每层砂子根据CAD建模的图形由化学黏合剂黏合在一起,由此形成复杂的砂模和砂芯。层层铺叠直到整个组件被构建,随后松散的砂粒材料被从组件中清除。
与传统的生产方法不同的是,砂模的3D打印几乎不受复杂性的限制,3D打印通过化学粘接剂的直接粘合技术大大提升了3D打印对象的精度和强度,尤其适用于那些带底切、繁复的细节以及非常小的半径的复杂模具。

来源:voxeljet
黑洗
与传统的砂型铸造一样,打印好的砂芯经过黑洗,使它能够承受高的热负荷。
来源:voxeljet
安装砂芯
3D打印的砂芯随后被插入到一个常规生产的模具里面。
铸造
被打印好的砂型可以用来铸造几乎所有的合金,砂模打印的时候选择的沙粒大小会带来不同的铸造表面精度。

来源:voxeljet
取芯
与传统的生产方法一样,砂模和芯是一种失模铸造方法。
后处理
通过3D打印的砂模铸造的铸件其精度已经比较高了,因为即使是复杂的几何形状也可以一次打印完成,避免了拼合带来的精度损失,而且底切和复杂的角度部分均一次打印完成,更大量减少了后处理的工作量。

来源:voxeljet
3D打印的好处一目了然:
节省时间:准备时间少
省钱:免工具制造
在批处理尺寸、模具设计和尺寸公差方面的高度灵活性
可以打印几乎任何复杂程度的产品
复杂的砂芯可以作为一个单一的产品来打印
从小零件到4×2×1米(针对于Voxeljet当前的设备)
没有储存费用
可以与传统生产方法相结合
亦适用于备件/逆向工程领域
如果您对3DP打印砂模的技术感兴趣,欢迎您移步到3D科学谷的谷粉互动社区:谷粉Connect发表您的看法或需求。














