
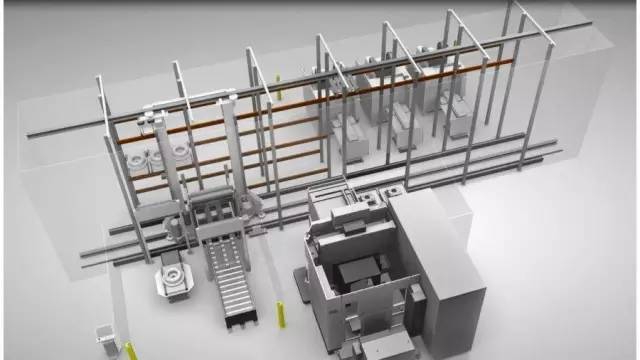
关于增材制造与减材制造如何搭配,市场上有两种解决方案:一种是像传统机床厂商马扎克、德马吉森精机、三井精机这些传统机床厂商将增材制造所用的激光熔覆头集成到机床中来,与刀具配合完成“加法制造”与“减法制造”。一种解决方案是通过像Fastems这样的柔性制造系统将一个工件先是通过“加法制造”出来,然后由机械手送去热处理,最后再通过机械手将工件送去机床进行精加工。
在增材制造商RPM和传统机床商大隈看来,将增材制造与减材制造通过自动化贯穿起来,可以创建复杂的部件,而不需要铸造、锻造的前期工序。机加工可以保证零件严格的尺寸公差和表面光洁度要求。
来源:am
关于将增材制造与减材制造分开的原因,之前3D科学谷曾介绍过,大隈认为最大化增材制造与减材制造潜能的方法不是将两种技术集成到同一台设备中,因为加工环境和加工速度不一样,对于集成到同一台设备来说,一种技术在加工的时候,另外一种技术处于“等待”状态,这对设备的产能是浪费的。而将两种技术独立开来,中间由自动化机器手或者是多托盘系统来实现协调作业,可以将工作效率最大化。
另外就是增材制造和减材制造对加工环境的要求不一样。RPM的激光沉积系统的设计是为了保持氧含量低于百万分之10(PPM)以防止金属粉末的氧化,工作区露点低于50°C。

图片:RPM的LENS送粉技术所制造的零件,来源am
RPM的Robert Mudge在此基础上进行了更加深入的剖析,他认为将增材制造与减材制造分开有三大理由:
湿度控制:机加工过程中冷却液的使用阻碍了激光加工环境中的氩气环境的控制。
材料效率:在一个专用的增材制造设备中,大部分未被使用的金属粉末可以通过专门的粉末回收装置得到重新利用。但在混合增材制造设备中,让粉末(增材制造过程中产生的)与断屑(机加工过程中产生的)混合在一起后,要想回收粉末就变得很难。
二次加工:大部分通过增材制造完成零部件都需要在机加工前进行热处理工艺。将两种工艺分开由专门的设备来完成使得中间加入热处理工艺变得很容易。

图片:大隈与RPM合作的涡轮发动机燃烧器零件,来源am
目前,增材制造从速度方面并不高,想获得更薄的壁,更复杂的加工形状,就需要在粉末的沉积速度上加以调节。工业用的很多零部件,通过增材制造来完成的速度并不像机加工这么高效,增材制造完成一个工件少的为几十个小时,而多的则是几百小时。
我们可以考虑到一个需要40个小时通过增材制造工艺来完成的零件再通过机加工进行精加工的时候如果只需要10小时,那么将两种工艺集成到一台设备上,当进行增材制造的时候,机加工的配置则处于闲置状态,而将增材制造通过单独的设备来完成,就可以释放机加工被闲置的这30小时的产能。
版权声明©3D科学谷
网络转载必须注明来源3D科学谷
更多资讯请登陆www.51shape.com
网站投稿请发送至editor@51shape.com














