
制造具有复杂几何形状的,功能集成式的零部件是3D打印技术主要优势之一,但是3D打印的零部件同时也面临着提高表面质量的挑战。对3D打印零部件进行后处理,是提升表面质量的有效方式。那么,怎样才能充分发挥出后处理工艺的效果? 后处理技术对3D打印零部件的设计有影响吗? 美国一家从事后处理设备研发及服务的公司 Bel Air Finishing Supply 针对这些问题提出了几点建议。
3D打印后处理有“套路”
没有哪种技术可以对所有的3D打印零部件进行后处理。3D打印零部件的表面质量受到打印机类型、打印技术和材料粒度多种因素的影响。后处理技术需要与打印材料、打印技术和零件几何形状相匹配,有时多种不同技术可以用于一种零件的后处理。
在设计3D打印零件时要考虑的不仅仅是3D打印工艺。例如,一个原本由5个部分组成的部件,可以被设计为一个整体的、集成式的零件,然后由3D打印设备及制造出来。但是在采用这种设计方案的时候应考虑到打印完成后的表面处理要求,有时传统的精加工技术可能并不适用于这种3D打印的零件,那么,这种情况下就需要重新调整设计方案,考虑将整体式的零件拆分为两个部分,打印完成之后进行组装。调整设计方案之后,既可以通过标准的精加工技术完成3D打印零件的表面处理要求,又能够保证高效的生产。
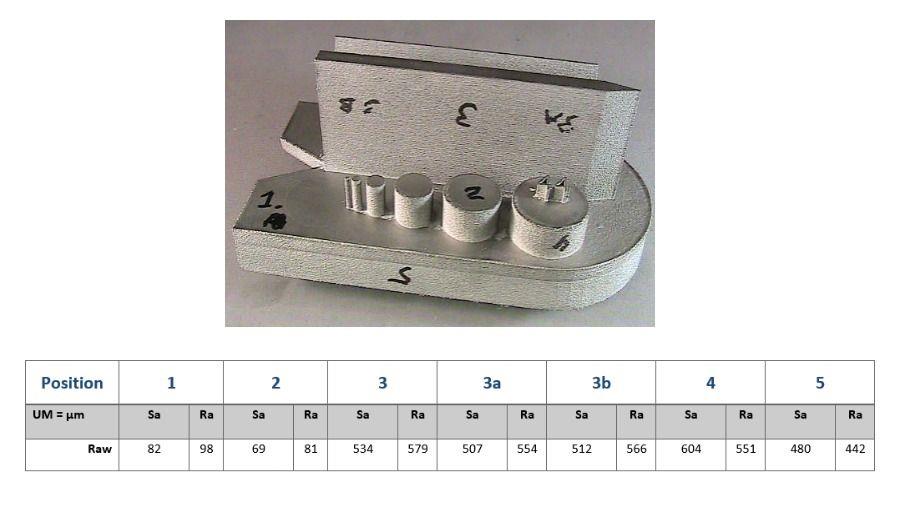
在确定你需要的3D打印方式和进行零件设计之前,就确定对零件表面质量的要求。即使是同一个3D打印零件,不同位置上的表面光洁度也会有所差异,比如在下图中,零件7个不同位置的表面光洁度差异很大,这与打印零件的成型方向和在打印基台的定位是相关的。因此,为了获得最佳的表面光洁度,需要针对选择的3D打印技术把握好零件关键面的成型方向。还有一个考虑的因素是打印速度,打印速度和表面光洁度是负相关的两个因素。另外,零件的表面光洁度关系到后处理时的材料去除量,一般来说打印零件的表面光洁度越低,在后处理时需要去除的材料就越多。
充分了解后处理技术。3D打印后处理的工艺有多种,例如水射流清洁和湿磨工艺等,很多后处理工艺都牵涉到一定程度的材料去除,因而在设计零件的几何形状时需要考虑到后处理工艺,并考虑如何补偿这些去除量。
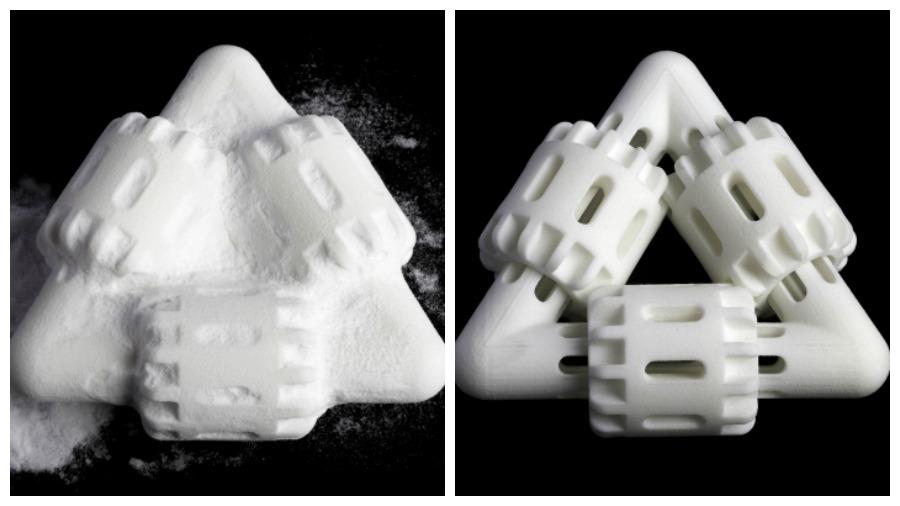
对于粉末床工艺打印的尼龙零件,在打印后通过水射流工艺可以清除多余的打印粉末,提升表面光洁度。
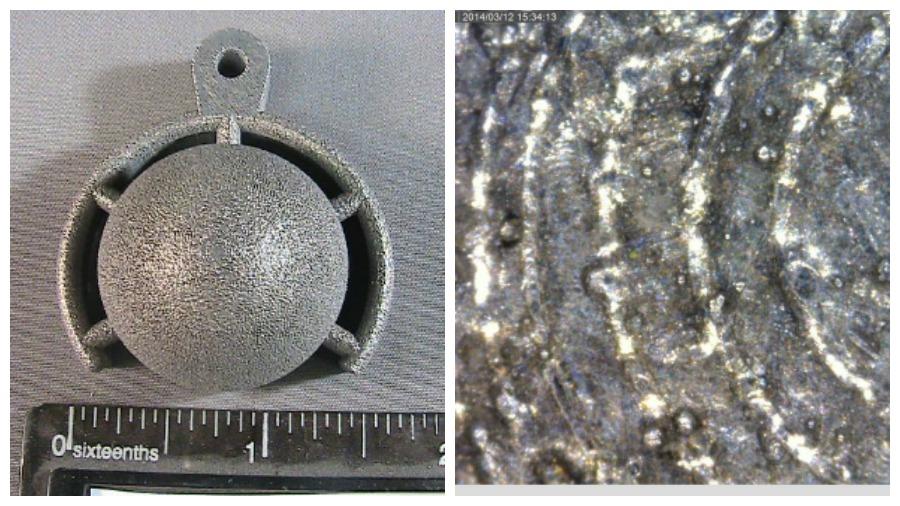
后处理前的3D打印零件,右图为200倍放大图像

湿磨削后处理之后的3D打印零件,右图为200倍放大图像
收集后处理的结果及数据,并用于下一轮的设计优化。在对初次打印的零件进行后处理之后,评估尺寸公差,表面光洁度以及在后处理中损失的几何形状,将这些信息反馈给设计团队,在进行设计优化时,考虑是否需要增加加工余量,或者考虑是否需要将零件拆分为多个组件等。

左1: 初次3D打印的未经过后处理的空气压缩机叶片:;左2:经过抛光处理的打印叶片,侧面前缘有缺损;右1:参考了初次打印和后处理结果后,在打印时对叶片进行了重新定位
花时间理解和验证你所使用的任何一种后处理工艺。条件允许的话,用不同的加工技术来制造的产品原型,然后进行表面处理,对结果进行分析,掌握每种工艺所存在的限制因素。
版权所有3D Science Valley,转载请链接至:www.51shape.com
网站投稿请发送至editor@51shape.com














