
3D打印的一大优势在于加工一些过于复杂的结构,而这些复杂正是产品实现更高附加值之所在。而传统工艺的经济性以及效率和表面精度往往是目前3D打印所难以企及的。于是不少聪明的3D打印技术践行者开始了3D打印与机加工等加工工艺的结合之路。
宾夕法尼亚大学的Timothy Simpson教授曾在TED演讲中展示过一个通过3D打印与机加工结合加工出来的复杂精密零件,这个零件是宾夕法尼亚大学的CIMP 3D打印中心、Imperial机床工具公司以及一家工业合作伙伴共同完成的。本期,3D科学谷与谷友一起来了解这个零件背后的故事。
混合制造过程中的第一步是设计,设计师需要考虑两种制造工艺的不同要求,并在设计过程中体现出来。例如对于选择性激光熔化金属3D打印工艺来说,设计师需要尽量避免大于45度的悬伸,便于支持打印;而为了满足数控加工的要求,还需要留有切削余量,并且考虑夹具问题。
在该零件的CAD设计文件横截面中我们看到,额外的材料被添加到外径上以为机加工提供切削余量,不仅在外径上,在顶部和底部的表面以及内部流体端口面上都添加了切削余量,以方便后期的机加工。
这个带复杂内腔结构的零件是用Inconel 718合金制造而成的,在设计完成后,金属3D打印系统开始了工作,按照设计的模型将零件一层一层制造出来。
选择性激光熔化工艺在加工过程中产生大量的热量,因此产生了零件内部残留的应力。 在零件制造完成后,零件被送去热处理,通过热处理以减轻内部应力并微调材料性能。

图片:经过热处理后的零件表面光洁度,注意金属的颜色; 是热处理过程的结果。
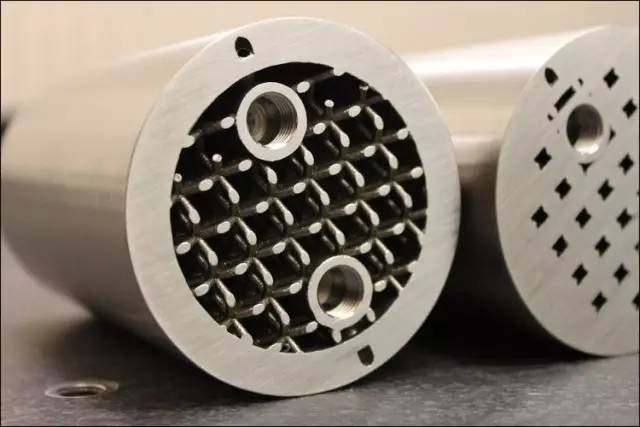
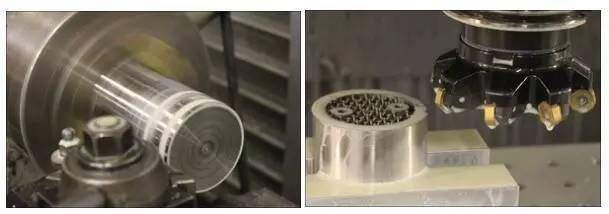
多轴CNC加工中心为精加工关键特性提供了高度的精度,这个特殊零件需要精确的外径,以确保跟其他零件能成功安装在一起, 为了正常运转,表面光洁度也是另外一个重要的关键质量要求。
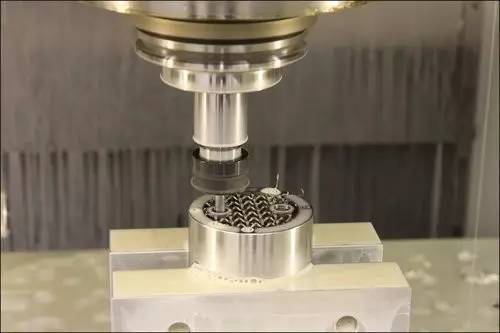
此外,圆柱体的顶面和底面存在临界平面度和平行度的精度要求,这都需要通过机加工来实现。 最后,流体端口必须承受10,000psi的压力,这需要进行精密的螺纹磨削操作。
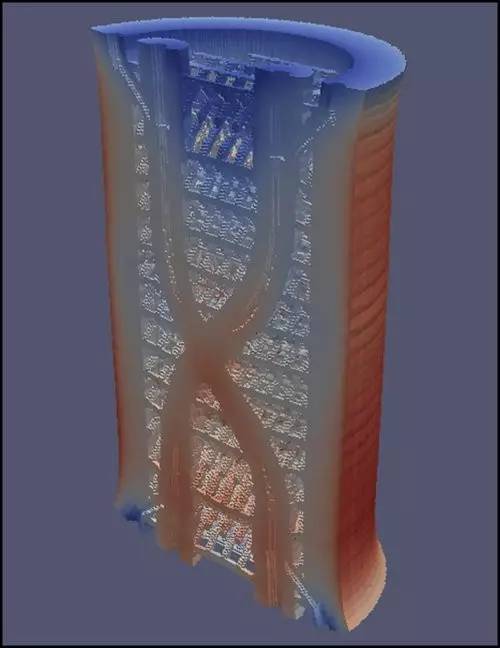
质量控制和认证一直是先进制造业的重要组成部分。 在机加工的质量检测环节中,我们通常依靠传统的测量设备来确保满足严格的公差要求,但是通过增材制造产生的内部结构则需要专门的技术来检查。 为了确保内部结构的正确性,宾夕法尼亚大学和Imperial机床工具公司通过计算机断层扫描系统和其他先进的设备来完成零件内部的检测。
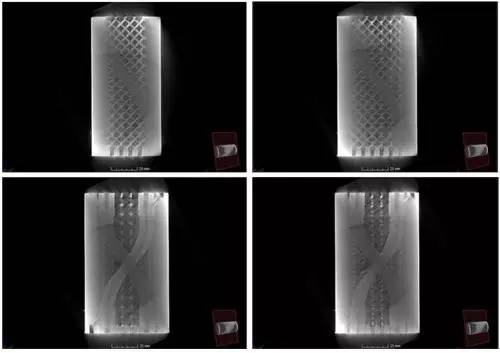
图片:打印组件的内部CT扫描结果,显示内部格子结构和类似螺旋的内部通道。 照片由CIMP-3D提供,系统采用GE v|tome|x micro CT扫描系统。
最后获得的零件比原来的设计减轻重量超过40%,同时提高了流体流动性能。

图片:最终完成的零件 – 结合设计的自由度和精度。 依靠金属3D打印和精密加工是实现这一目标的唯一途径。
查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至editor@51shape.com
欢迎转载,如需加入白名单请将微信公众号回复至3D科学谷微信公众号














