
很多3D打印的金属零件需要进行机械加工来生成精密的表面,但由于3D打印零件往往是具有复杂几何形状的轻量化零件,这给后续的机械加工带来了挑战。在对3D打印零件进行机械加工时需要考虑3D打印的刚度是否满足机械加工的要求,如何用夹具夹持这些结构复杂的3D打印零件等一系列的问题。
本期,3D科学谷将通过增材制造专家分享的一个3D打印金属零件机械加工案例,与谷友们共同对3D打印零件机械加工中的挑战和解决方案进行探讨。
3D打印是一种具有灵活性的技术,对设计的约束较少,借助3D打印技术设计师能够实现一些复杂的设计方案,例如:轻量化结构、功能集成的一体式结构。但是增材制造技术的这些优势,有时会因为要顾及到后续机械加工中所产生的挑战而被减弱。如果在最初设计与制造增材制造零件时没有充分考虑到后续机械加工中所面临的挑战,则可能因为零件加工失败而产生损失。
3D打印的零件通常需要通过机械加工来实现精确的圆孔和光滑平坦的表面,然后与其他零件装配在一起。然而,3D打印零件所具有的复杂轻量化结构有时会由于刚度不足而不能很好的适应加工过程。此外,复杂的结构也增加了对工件进行安全装夹的难度。
精加工的挑战
1. 3D打印零件的刚度是否足以满足机械加工过程中所承受的负载?零件是否会偏离刀具以及产生振动,使得刀具振动并导致较差的机加工效果?如果3D打印零件的刚度不足以满足机械加工的要求,有哪些解决方案可以解决这些问题呢?
2. 如果刚度的问题得以解决,接下来面临的挑战是如何在机床上进行对准。3D打印零件在打印过程中可能存在一定的变形,缺少清晰的基准,这意味着对3D打印零件进行机械加工时,需要首先找到零件中“”好“”的部分。获得零件的最优5轴对齐是非常重要的。
雷尼绍(Renishaw)公司通过一个金属3D打印的微波导杆,对3D打印零件精加工中所面临的挑战以及解决方案进行了探索,从进行机械加工前的准备到最终完成零件的精加工,总共包括9个步骤。
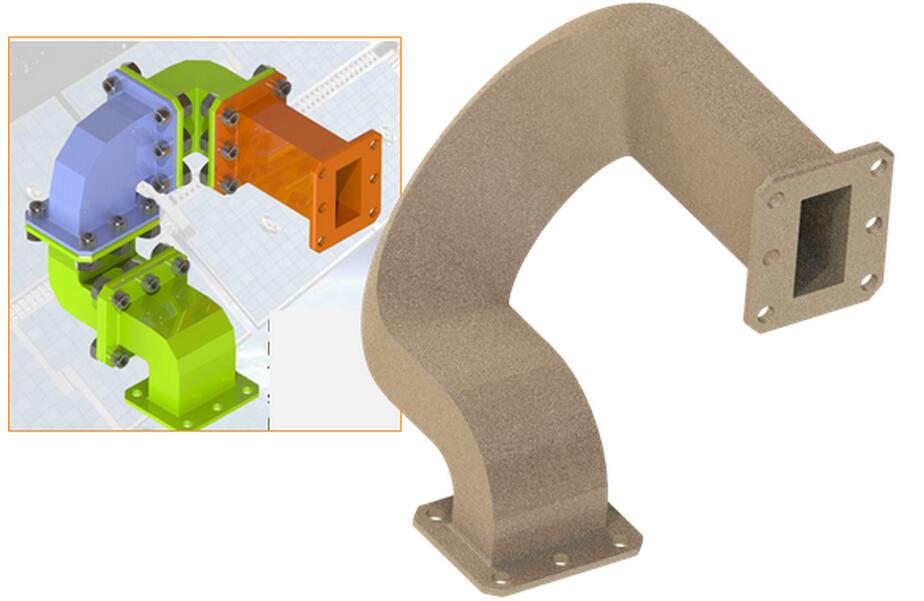
左图是用传统设计思路和制造方式制造的导杆,由几个部分装配而成;右图是3D打印的导杆,这是一个一体式的零件,与原始零件相比,重量降低一半。
这是一个为电信卫星而设计的零件,对该零件主要的性能要求是轻量化和提高微波的传播效率,以及减少该零件对卫星有效载荷的空间要求。
解决方案
第1步- 建立预期的切削力
首先,通过实验来评估3D打印零件是否具有机加工所要求的足够刚度。
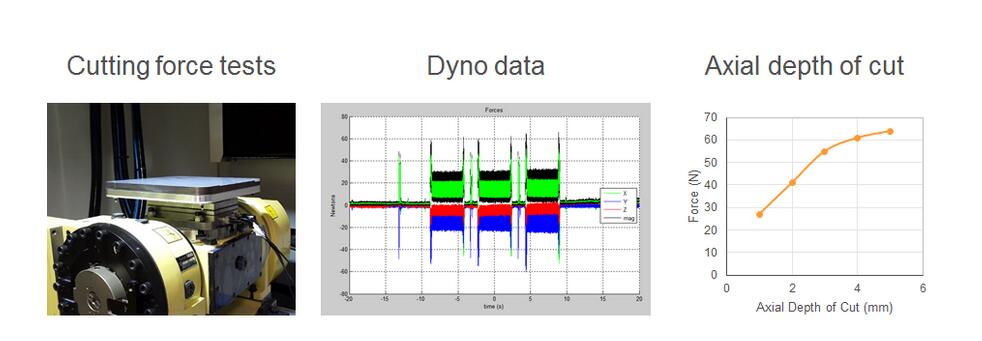
动力数据(Dyno Data)显示了重复通过的负载,可以看到峰值力大约是中间值的两倍。还可以尝试不同深度的切削,了解它是如何影响零件上的负载的。
第2步-模拟切削力
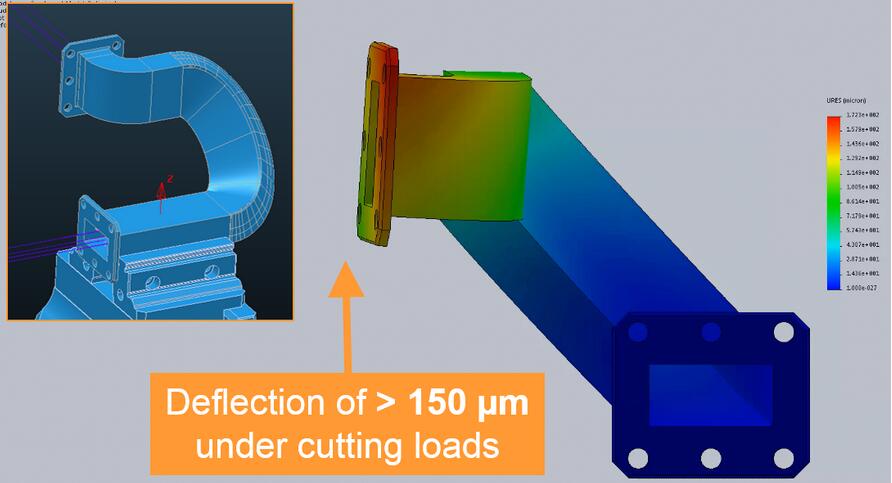
通过模拟过程,发现在零件自由端周边的法兰边缘加工导致明显的偏转(大于150微米),有限元分析也显示出明显的扭曲,这种情况可能导致切削不均匀。
第3步-初次切削试验
如果在以上这种情况下进行机械加工,将遇到零件偏离刀具并回弹,表面产生振动,刀具振动等问题。出现这些问题的结果是,产生差的表面光洁度。
解决这些问题的方法是提高零件在切削过程中的刚度。有两个步骤能够提高刚度,一是调整3D打印零件的设计,第是改变机械加工过程中的夹持方式。首先我们来了解一下,如何通过调整设计来解决这些问题。
第4步-通过改变3D打印零件的设计应对机加工的挑战

改变3D打印零件设计的目标是使零件变得更加坚硬,在本案例中,设计师使用的方式是,为零件添加了连接零件两端部件的支撑结构,以减少在切削试验中看到的缺陷。
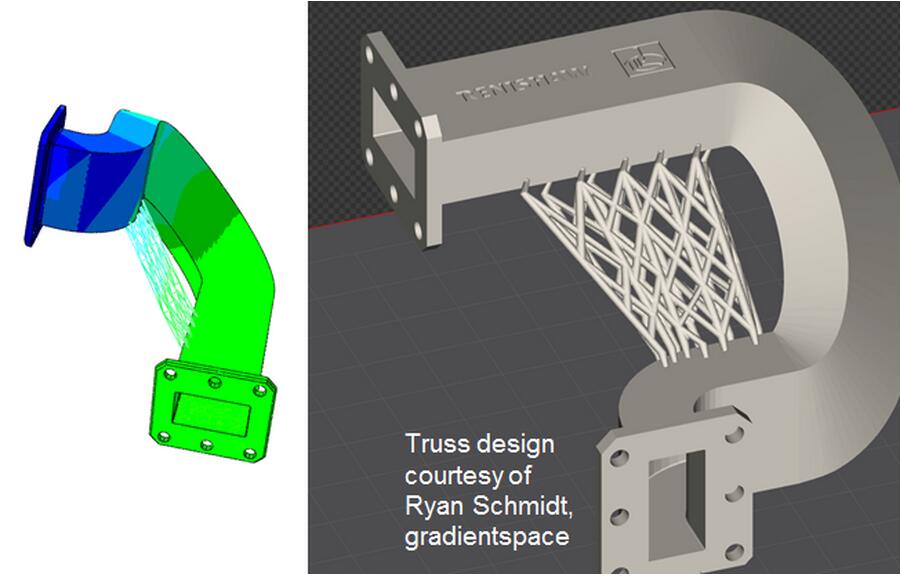
或者是在两端部件之间添加连接的桁架结构,这种方式较为复杂。
通过调整设计方案来提升刚度的弊端是增加了零件所占的体积,这可能会影响到其他组件所需要占用的空间,降低设计的整体效率。还有一个值得注意的问题是,在常规的工件装夹方式下,调整设计后的零件往往仍无法满足机加工要求,这时就有必要重新考虑零件的装夹方式。
第5步-重新考虑零件的装夹方式
在本案例中,重新装夹方式的具体方案是,为3D打印零件设计一个定制化的夹具,并用3D打印设备直接将定制化的夹具制造出来,减少了零件变形和表面被损伤的风险,使3D打印零件更加靠近加工特征,减少偏转和振动。
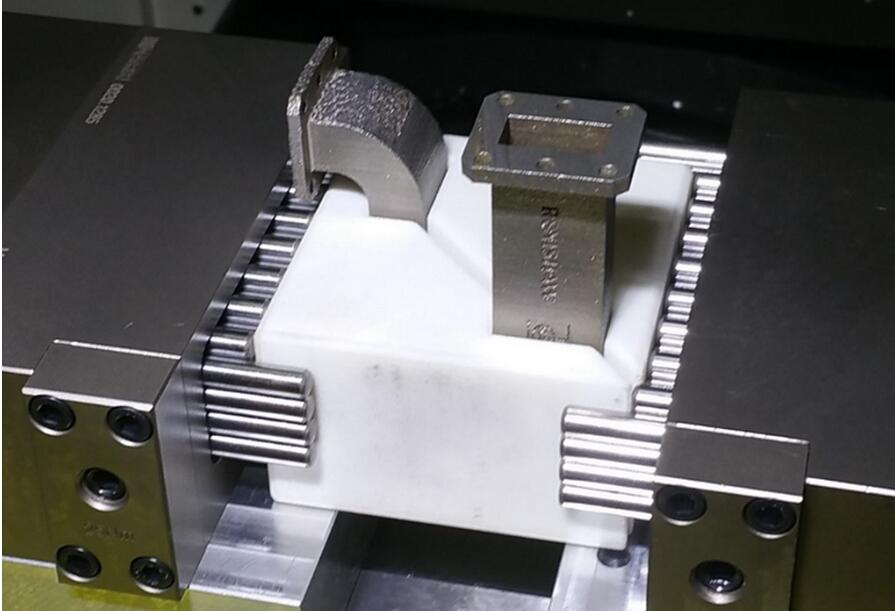
第6步-进行定制化夹具的建模
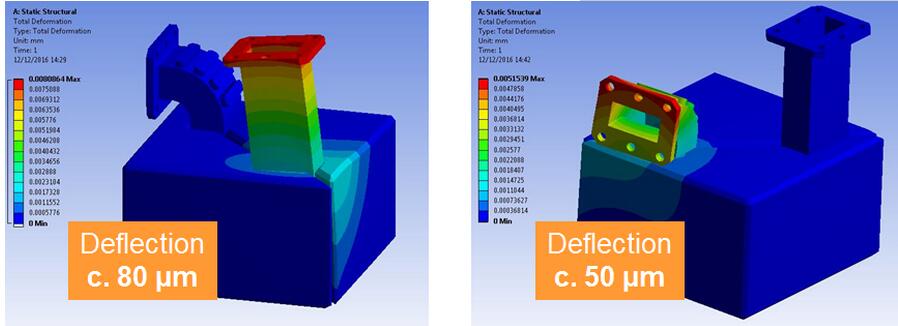
在对夹具中的3D打印零件进行有限元分析时,设计师发现可以通过对零件中“直”的结构进行更好的夹持来进一步提升刚度。
第7步 机加工准备
完成3D打印零件的设计调整和定制化夹具的设计、制造之后,就可以进入到机械加工的准备阶段了。
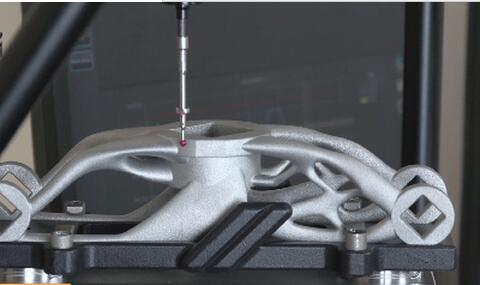
图为拓扑优化的3D打印零件在柔性量规上测量,以产生5轴对准,用于后续加工。
在此过程中,当机械轴的线性和旋转运动超出制造精确零件所需的公差时,就会出现错误。在本案例中,工程师使用了的Renishaw 接触式测头和计量软件NC-Checker 来识别和监测这些问题。
第8步-零件设置
在常规的机械加工中,往往是先创建基准面,然后使用这些特征来对齐和定位零件,以用于随后的加工操作。但是对于本案例中的3D打印零件,没有按照常规方法来进行,这是因为精度基准必须在生成所有其他表面之后被添加到最终加工操作中。
3D打印零件设置的挑战是,通过零件的实际形状来设置,这涉及到在所有计划切削精密特征的区域理解零件的材料状况,同时考虑到机械加工留量,零件的变形等因素。在本案例中,设计师试图寻求在所有这些位置留下足够材料,从而允许一致和有效的切削。在这一步骤仍可使用测头和计量软件,找到精加工的“最佳拟合”设置。
进行精加工3D打印零件设置的另一种方式是,使用车间可编程的规格来测量零件并执行对齐。此方法更适用于更大批量的应用。
第9步-机械加工
通过上述8个步骤的的准备,所得到的组件具有在公差范围内的临界尺寸,并且表现出良好的表面光洁度。与早期的加工切削试验相比,刀具振动和磨损大大降低。
机械加工通常是金属3D打印工艺链中的一部分, 这也是一个具有逃战和风险的过程,如果机械加工失败,将导致一个有价值的3D打印零件报废。如果在设计3D打印零件之初就能够考虑到机械加工中所面临的挑战,将有助于降低失败的风险。欢迎各位3D打印零件机械加工方面有探索经验和心得的谷友,通过留言的方式或在3D科学谷的微信群和QQ群中分享这些经验。
案例来源:雷尼绍全球方案中心总监Marc Saunders
加入3D科学谷3D产业链QQ群:529965687
查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至editor@51shape.com
欢迎转载,如需加入白名单请将微信公众号回复至3D科学谷微信公众号














