
金属3D打印的当前趋势是越来越与传统加工工艺有机的结合起来,而不是取代传统的制造工艺,如何将3D打印工艺与传统制造工艺高效的结合,成为科研界关注的话题。
美国国家标准与技术研究所(NIST)与田纳西理工大学(TTU)的Duck Bong Kim合作,发布了一项研究,阐述了如何解决生产中的金属3D打印的三大挑战。
这项研究中提出的模型最终可能通过认证过程形成金属3D打印零件和增材制造的标准。
增材制造被普遍的认为是带来下一代工业革命的主要驱动因素,主要的原因是增材制造带来小批量生产的经济性和灵活性,个性化定制的可能性,以及复杂零件生产的可行性。不仅仅改变了我们对原来产品设计的印象,还带来了供应链的改变,缩短了产品上市时间,并且对环境更友好。
然而,3D打印迈向产业化的过程中遇到了一系列的难题,其中包括:
- 通过信息管理系统来管理增材制造数据流
- 工艺可重复性、零件到零件的可重复性
- 成熟的认证和质量检测方法
美国国家标准与技术研究所(NIST)与田纳西理工大学(TTU)提出了一个增材制造信息图以方便梳理零件的生产能力,工艺的重复性,以及零件到零件的可重复性。
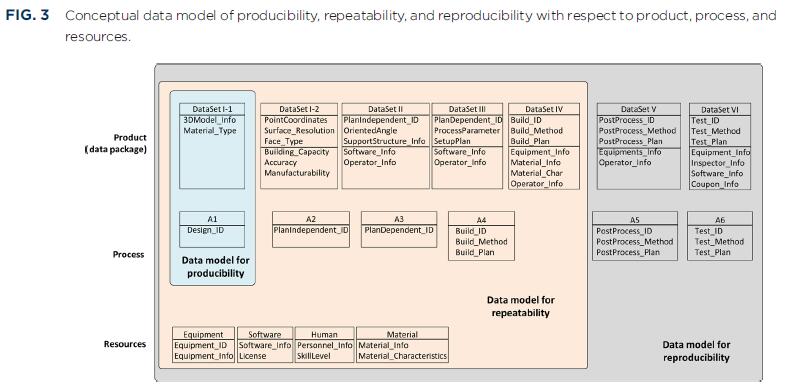
增材制造数字线程包括设计信息、材料、工艺、加工以及测试信息。根据数字线程所记录的信息,科学家们希望利用这些大数据来建立相关的数学模型,以或许有效的相关性分析,从而提高对零件质量和加工稳定性的控制。从A1到A6的数据线程包括如下:
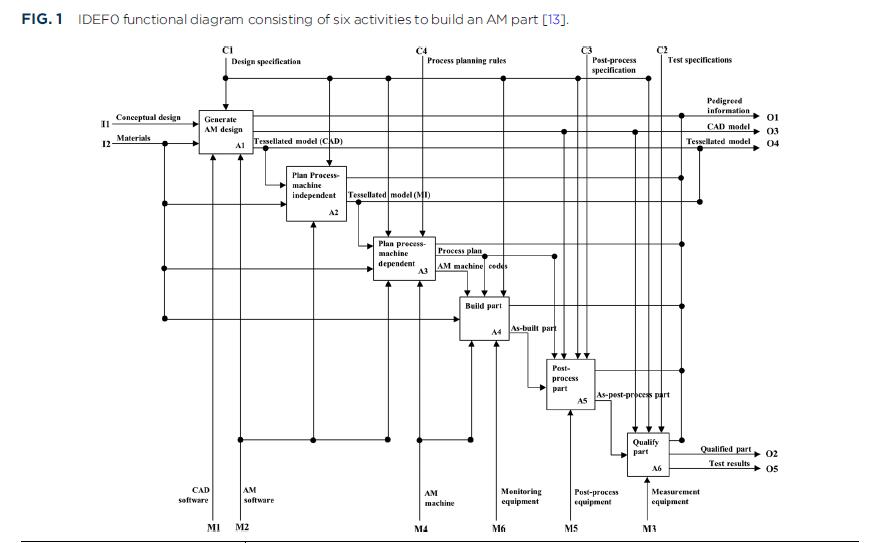
A1:设计:在这个过程中,根据设想和零件所需要实现的性能要求,从而获得了几何模型的建模结果,这个结果运用了多种设计技巧,包括拓扑优化,内部晶格点阵结构,以及预留了组装和加工余量等等。
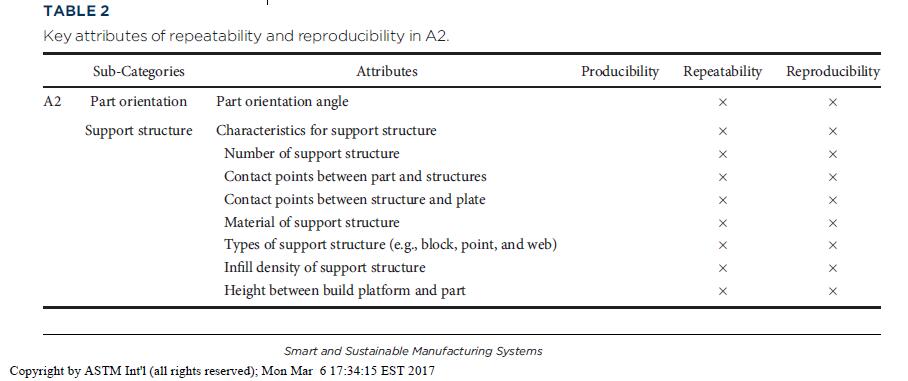
A2:计划过程-独立于设备:这个过程决定了零件的构建方向,支撑结构等。这些计划需要考虑所需要达到的零件表面质量,材料性能,构建实践以及是否需要支撑结构等。在这个过程中,同样的运用到了新的技术,包括拓扑优化的支撑结构等。
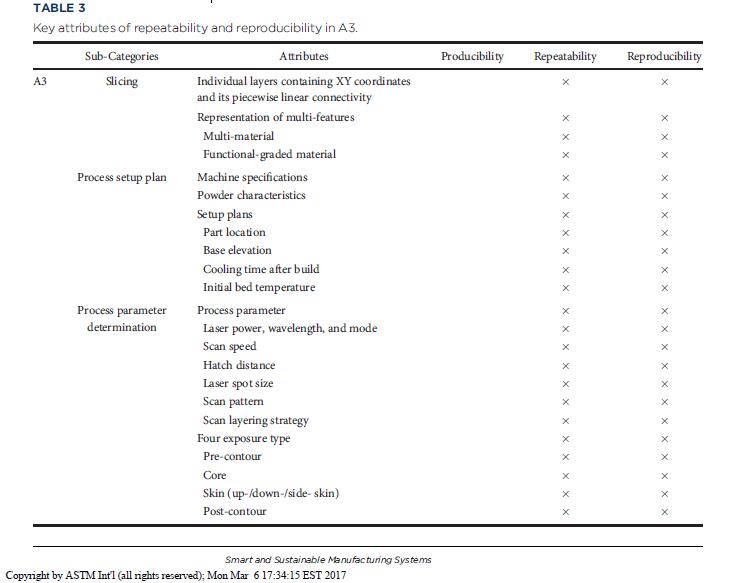
A3:计划过程-与设备相关:这个过程考虑各种加工策略,包括切片、能量输入、扫描速度、扫描路径等等。由于很多要实现的结果之间是此消彼长的,例如质量(表面粗糙度)与加工速度通常是个矛盾体(考虑到加工时间和加工成本),这其中的加工策略对加工结果达到最优化起到了关键的作用,并且与所使用的设备息息相关。
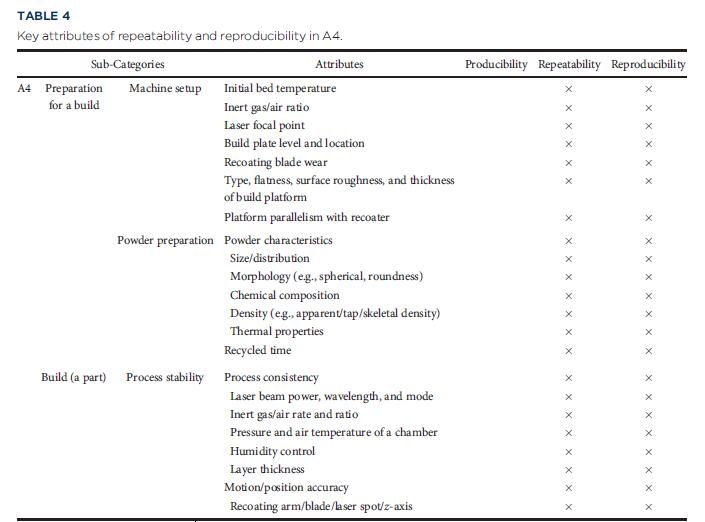
A4:零件构建:在通过激光或其他能量源层层加工金属粉末的过程中,可以通过熔池监测手段来获取加工中的状态数据,从而为实现微观晶体层面上的控制,并检测到缺陷的发生,从而与其他的数据建立相关性分析,以提高避免缺陷发生的能力。
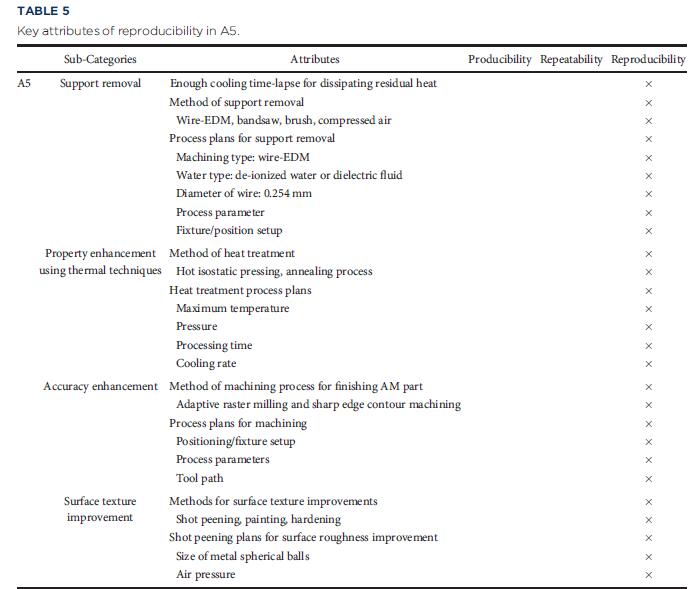
A5:零件的后处理:这个过程是为了使得零件达到所需要的性能结果,包括去支撑,通过热处理技术来提升零件的性能(去火、热等静压-HIP,精加工-机加工以及表面纹理处理技术-喷丸与磨削)
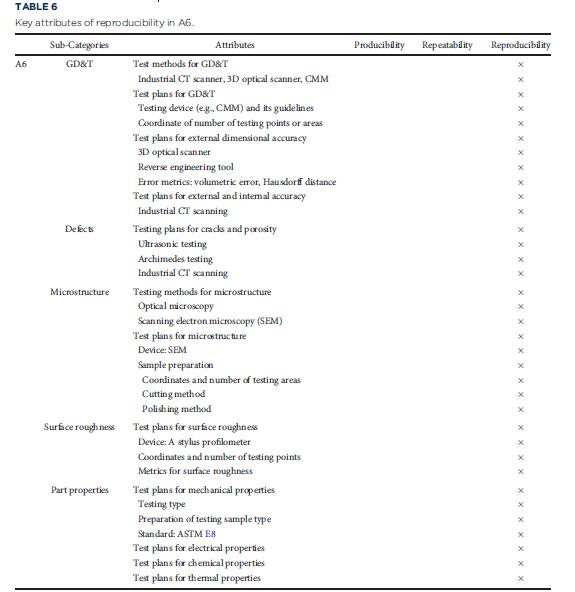
A6:零件质量:这个过程包括多种检测手段,包括机械检测与无损探伤(NDE)技术,在这个过程中,所有的数据被记录下来以与前面过程中所记录下来的数据建立相关性研究,提高零件的可靠性和一致性。
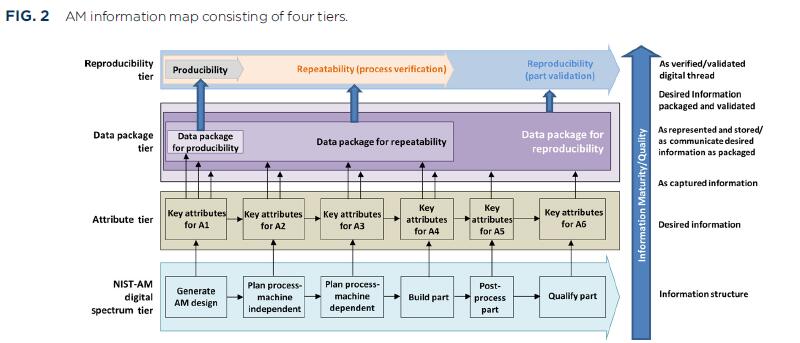
基于A1到A6的数据线程,NIST提出了如何提取有效数据的4梯队逻辑地图。而基于这个逻辑地图,针对A1到A6的每个阶段,NIST将有分析价值的数据提炼成数据包进行了详细的细分。

加入3D科学谷3D产业链QQ群:529965687
查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至editor@51shape.com
欢迎转载,如需加入白名单请将微信公众号回复至3D科学谷微信公众号














