
一些世界上最成熟的化学品公司已经开始投资于3D打印,因为该技术为先进材料提供了新颖的应用机会。例如,巴斯夫与HP和Essentium Materials的合作,巴斯夫还将很快开设自己的3D打印子公司,而SABIC-沙特基础已经通过与3D打印厂商的材料合作进入了增材制造领域。
根据英国化学巨头庄信万丰(JM),他们从八年前就开始研究不同的增材制造技术,最终推动了陶瓷粘合剂喷射技术的兴趣。最终庄信万丰将重心放在了粘合剂喷射陶瓷3D打印技术上。作为陶瓷增材制造努力的一部分,并且宣布建立了一家新的陶瓷增材制造工厂。
庄信万丰进入到陶瓷3D打印领域可以说是水到渠成,庄信万丰在涂料材料、催化材料方面拥有核心竞争力,是精细化工及催化剂部门是精细化学品、催化剂及其他特种化学品产品及服务的全球供应商。所以说3D打印陶瓷材料是庄信万丰核心实力的延伸。

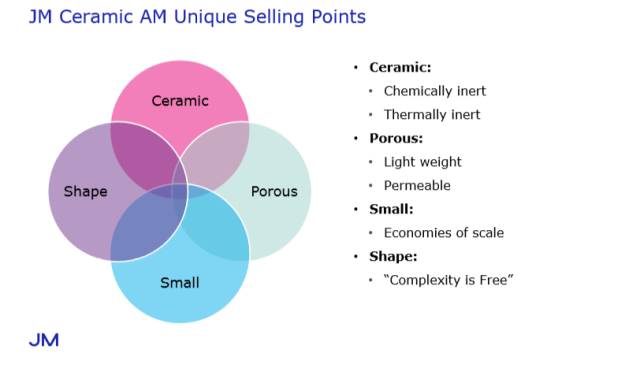
粘合剂喷射3D打印被证明适合陶瓷制造,原因很多,包括3D打印可实现的孔隙度和柔韧性特征:
-可以生产多孔产品
-允许材料灵活性
-尺寸限制不高
-比其他增材制造技术更容易规模化、更便宜和更快
通过3D打印制造的带毛孔的陶瓷正是庄信万丰所需要的,这提供了表面功能化的基础。庄信万丰正在扩大工艺流程,并建立了一个试点工厂,安装了最新的设备,以便实现规模制造。
作个完整的解决方案,庄信万丰实际上会生产所有的组件。庄信万丰有针对后处理的整套定制设备,通过将后处理与加工一体化使得整个生产过程实现自动化。
庄信万丰还宣布建设一个新的关于陶瓷增材制造的研发实验室。新实验室将使庄信万丰能够更好地了解3D打印,表征粉末和油墨,以便为客户提供更快的开发和更有效的解决方案。目前庄信万丰可以生产特征尺寸精细至400μm的陶瓷产品,这是一种经济高效的解决方案,可用于规模生产小而复杂的陶瓷件。
新的研发实验室位于英国Royston,其设备包括:
-QiCPic图像分析传感器,能在类似于“使用”环境的干燥环境中同时测量粒径分布和形状。
-Freeman FT4,一种先进的设备,允许7种不同的测试类型,从而分析21种不同的粉末特性。

-PixDro喷墨打印机,所有研发原型和试验工厂里都安装了相同的打印头系统。

-Mixer转矩流变仪,可以测量粉墨之间的相互作用。
![]() 3D科学谷REVIEW
3D科学谷REVIEW
陶瓷的3D打印技术可以说是各有千秋,根据3D科学谷的市场研究,当前市面上研发的技术基本都将陶瓷粉末与一种塑料粘合剂混合。
与热熔塑料混合
2016年,德国Fraunhofer陶瓷技术和IKTS 系统研究所研发了一项3D打印新技术,不仅可以打印骨科植入物、假牙、手术工具等医疗产品,还可以打印微反应器这样非常复杂、微小部件。Fraunhofer研究所研发的这项3D打印技术可打印的材料是陶瓷或金属粉末悬浮液。陶瓷或金属粉末被混合在一种低熔点的热塑性粘合剂中,热塑性粘合剂在80摄氏度时就会融化成为液体。在打印过程中,打印机的电性温度熔化了粘合剂,并混合着陶瓷或金属粉末材料以液滴的形式被沉积下来。沉积后液滴迅速冷却变硬,三维对象就这样被点对点逐渐打印出来。陶瓷粉末材料被均匀的混合在粘合剂中。粘度也是精确控制,混入的粉末材料既不能太“稀”也不能太“稠”,这样打印机才能进行流畅的打印。
Fraunhofer打印的陶瓷微反应器,包含了众多复杂的微型通道以及两根液体连接管。微反应器中的复杂结构以及反应器内部、外部的密封性对传统技术挑战极大,而通过陶瓷3D打印技术,可以制造出一个整体式的反应器。从这项技术中受益的不仅是医生,还包括制药行业和化工行业,这些行业将应用微反应器进行工艺开发和生产。使用3D打印技术制造少量的微反应器不仅成本低,而且安全性高。
与光敏树脂混合
使用Lithoz的CeraFab 7500机器(一种基于光刻的增材制造系统)将陶瓷材料与光敏树脂混合3D打印出来,然后通过烧结去除树脂,将陶瓷颗粒熔合在一起成为固体件。根据研究人员,这种3D打印的陶瓷芯片显示了将陶瓷材料用于生物医学应用的潜力,因为它们比玻璃或塑料具有更高的强度和更好的耐温性。3D打印陶瓷微系统可以为更复杂的细胞培养测试装置提供有效和相对简单的替代方案,有助于推进仿生3D细胞培养研究的进步。
气溶胶
Optomec气溶胶喷射技术用于感应器的制造是被证明的成熟技术,之前斯旺西大学的研究人员就通过Optomec气溶胶喷射技术直接打印应变和光学蠕变传感器,用在喷气发动机的压缩机叶片表面上。使用激光检测系统和光学测量的传感器,研究人员能够确定一个组件的蠕变程度在10纳米以内。打印传感器的过程开始于用雾发生器雾化纳米银导电墨水,先是通过流空气动力学诱导沉积头,产生鞘气环状流。通过喷嘴对准基板以同轴流量集中喷射。材料的图案是通过数控命令来完成的,而在基板保持固定的同时,沉积头和基板之间的距离保持不变,以确保的材料准确的沉积。
油墨沉积后,再经过热处理,使得传感器具有正确的导电性和机械性能。另外局部处理是可能的,使用激光处理工艺,允许使用的材料具有非常低的温度公差。最终的结果是高质量的薄膜,细如10纳米的边缘定义带来高性能的表现。
2017年,GE涡轮叶片上打印高温陶瓷传感器的专利获批,正是使用了Optomec的气溶胶喷射3D打印技术。
纳米射流
Xjet的直接3D金属喷射系统核心技术来自于其专利的纳米金属射流技术,利用纳米粒子来创建特殊的液态金属,从而快速打印出金属零件,该技术将金属3D打印的速度和打印量都提升到一个新的水平,并且可以制造出高精度和高表面光洁度的产品。他们将超细的纳米级金属粉末均匀分布在“油墨”中使其“悬浮”成“液态”,然后再通过高速的3D打印技术将其在高温环境下打印出来,由于金属粉末非常细,在高温下产生互相“粘结”的状况,从而使得打印出来的产品具有光滑的表面。
2016年11约,Xjet宣布将金属打印的技术“复制”到陶瓷材料的打印方面上,纳米级别的陶瓷颗粒均匀的“悬浮”在打印“油墨”中,在高温下粘结在一起,经过后期的烧结处理,达到紧致的内部结构和光洁的表面质量。
下载资料,请加入3D科学谷3D产业链QQ群:529965687
查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至editor@51shape.com














